Fundición de metales Es un proceso complejo que implica el tratamiento a alta presión del metal fundido, por lo que es propenso a situaciones inesperadas que pueden afectar la calidad del producto final. Estos problemas personifican los defectos de fundición y se convierten en una preocupación importante para los fabricantes.
La totalidad fundición La producción es un proceso complejo que involucra múltiples pasos y el nivel técnico de cada proceso es significativamente diferente. El nivel de habilidad del operador, la gestión de calidad y el estado del equipo afectan directamente la calidad final de la fundición. Esta guía integral tiene como objetivo profundizar en los distintos tipos de defectos de fundición, arrojando luz sobre los problemas comunes que se encuentran durante el proceso de fundición.
Tipos de defectos de fundición
Los defectos de fundición pueden manifestarse de diversas formas, cada una de las cuales presenta desafíos únicos para los fabricantes.
defectos superficiales
Los defectos superficiales ocurren en el exterior del producto fundido y pueden afectar significativamente su apariencia y funcionalidad.
1.Poros

Causas de los poros
- Ventilación inadecuada del moho:Una ventilación insuficiente en el molde puede provocar que los gases queden atrapados y se formen poros durante la solidificación.
- Mala desgasificación del metal fundido:La eliminación incompleta de gases del metal fundido antes de la fundición contribuye a la formación de poros.
- Humedad en la arena de moldeo:Un contenido excesivo de humedad en la arena de moldeo puede provocar la generación de vapor durante la fundición, creando poros.
Soluciones
- Ventilación de molde mejorada: Mejorar el diseño de las ventilaciones del molde para facilitar el escape de gases durante el proceso de fundición.
- Técnicas efectivas de desgasificación:Implemente métodos sólidos de desgasificación para eliminar los gases del metal fundido antes de la fundición.
- Arena de moldeo optimizada:Controle y monitoree el contenido de humedad en la arena de moldeo para evitar la formación de vapor y posteriores poros.
2.Cierres en frío
Los cierres en frío, líneas visibles o costuras en la superficie del metal fundido, ocurren cuando el metal fundido no se fusiona adecuadamente durante la fundición.
Causas de las persianas frías
- Temperatura de vertido inadecuada:Una temperatura insuficiente del metal fundido puede provocar una fusión incompleta durante el proceso de fundición.
- Mal diseño de puertas:Un diseño inadecuado del sistema de compuerta puede provocar un flujo de metal desigual, lo que contribuye a que se cierren en frío.
- Llenado inadecuado del molde:Los problemas en el proceso de llenado del molde, como turbulencias o interrupciones, pueden provocar una fusión incompleta.
Soluciones
- Temperatura óptima de vertido:Asegúrese de que la temperatura del metal fundido sea adecuada para que la fundición específica logre una fusión adecuada.
- Sistema de entrada bien diseñado:Desarrolle un sistema de compuerta eficiente que promueva un flujo uniforme del metal y reduzca la probabilidad de cierres en frío.
- Llenado cuidadoso del molde:Implementar medidas para garantizar un proceso de llenado de moldes fluido e ininterrumpido para mejorar la fusión.
La porosidad del gas implica la presencia de pequeñas burbujas de gas dentro del metal fundido, lo que afecta su integridad estructural.
Causas de la porosidad del gas
- Humedad en la arena de moldeo:Un alto contenido de humedad en la arena de moldeo puede provocar la generación de gas durante la solidificación.
- Ventilación inadecuada:Una mala ventilación en el molde restringe el escape de gases, contribuyendo a su atrapamiento.
- Reacción del metal fundido:Ciertos metales pueden reaccionar con la humedad u otros contaminantes y producir burbujas de gas.
Soluciones
- Contenido de humedad controlado:Monitoree y controle el contenido de humedad en la arena de moldeo para minimizar la formación de gas.
- Ventilación de molde mejorada:Mejorar la ventilación del molde para permitir una evacuación eficaz de los gases durante la solidificación.
- Tratamiento de metales:Considere el uso de aditivos o tratamientos para reducir la reactividad del metal fundido y prevenir la formación de burbujas de gas.
Defectos dimensionales
Los defectos dimensionales en la fundición, como la contracción y la deformación, pueden afectar significativamente la forma y la integridad del producto final.
1. Contracción

La contracción es un defecto dimensional común caracterizado por la reducción del tamaño o volumen del metal fundido a medida que se solidifica.
Causas de la contracción
- Contracción por solidificación: El metal sufre una reducción de volumen durante el cambio de fase de líquido a sólido.
- Contracción del metal enfriado: A medida que el metal se enfría, se contrae, lo que provoca una mayor contracción.
- Alimentación inadecuada:Alimentación insuficiente de metal fundido para compensar la contracción durante la solidificación.
Soluciones
- Risers y sistemas de alimentación:Implemente elevadores y sistemas de alimentación bien diseñados para proporcionar metal fundido adicional para compensar la contracción.
- Enfriamiento adecuado:Controle la velocidad de enfriamiento para minimizar las contracciones abruptas, reduciendo la contracción general.
- Diseño de fundición optimizado:Diseñe la pieza fundida teniendo en cuenta el espesor uniforme para minimizar el enfriamiento diferencial y la contracción.
2.deformación
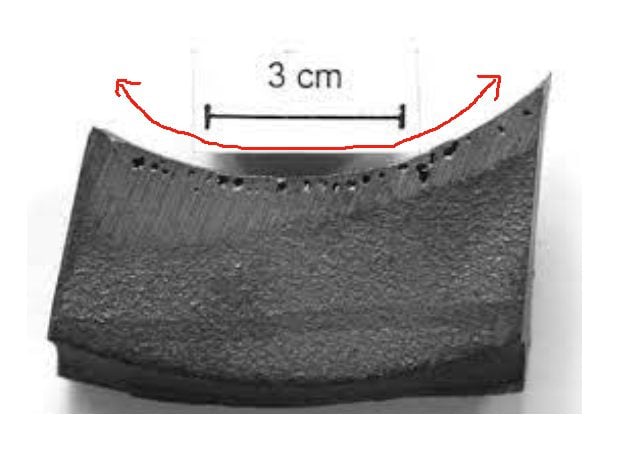
La deformación es la distorsión o deformación del metal fundido, lo que da lugar a formas irregulares o superficies desiguales.
Causas de la deformación
- Enfriamiento no uniforme: Las diferentes velocidades de enfriamiento a lo largo de la pieza fundida dan como resultado contracciones desiguales, lo que provoca deformaciones.
- Tensiones residuales:La distribución desigual de las tensiones durante el enfriamiento induce la deformación.
- Soporte inadecuado durante el enfriamiento:Un soporte inadecuado o restricciones durante la fase de enfriamiento contribuyen a la deformación.
Soluciones
- Tasa de enfriamiento uniforme:Asegure una velocidad de enfriamiento constante en toda la pieza fundida para evitar contracciones diferenciales y deformaciones posteriores.
- Tratamiento térmico para aliviar el estrés:Introducir procesos de tratamiento térmico controlados para aliviar las tensiones residuales y minimizar la deformación.
- Soporte de fundición adecuado:Diseñar un sistema de soporte adecuado para la pieza fundida durante la fase de enfriamiento para evitar deformaciones.
Defectos internos
Los defectos internos en la fundición plantean desafíos importantes para la integridad estructural y la funcionalidad del producto final. Es fundamental profundizar en los detalles de estos defectos, incluidas las inclusiones, los espiráculos y las lágrimas calientes, para comprender sus orígenes y aplicarlos de forma eficaz.
1. Inclusiones
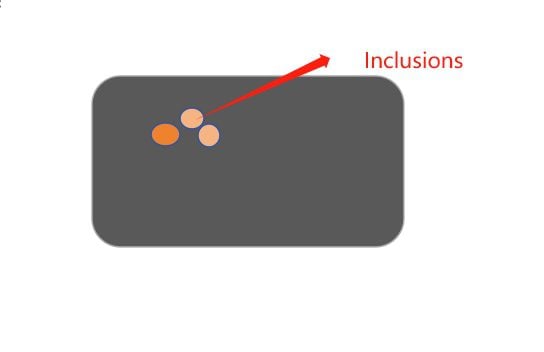
Las inclusiones son partículas o materiales extraños que quedan atrapados dentro del metal fundido durante el proceso de fundición. Estas impurezas pueden variar desde óxidos y materiales no metálicos hasta arena y partículas refractarias. La presencia de inclusiones compromete las propiedades mecánicas del metal, lo que lleva a una disminución de la resistencia y potencialmente afecta el acabado de la superficie.
Causas de las inclusiones
- Materias primas contaminadas:El uso de materias primas impuras o contaminadas introduce elementos extraños en el metal fundido, dando lugar a inclusiones.
- Degradación del material refractario:Si los materiales refractarios que recubren el molde o el crisol se degradan, las partículas de estos materiales pueden mezclarse con el metal fundido y provocar inclusiones.
- Desgasificación incompleta:Los gases presentes en el metal fundido, si no se eliminan adecuadamente mediante procesos de desgasificación, pueden formar burbujas e inclusiones durante la solidificación.
Soluciones
- Materias primas de alta calidad:Asegurar el uso de materias primas puras y de alta calidad para minimizar el riesgo de contaminación e inclusiones.
- Mantenimiento Regular de Refractarios:Inspeccionar y mantener periódicamente los materiales refractarios para evitar su descomposición y la introducción de partículas en el metal fundido.
- Técnicas efectivas de desgasificación:Implemente métodos de desgasificación avanzados, como la desgasificación al vacío o con gas inerte, para eliminar completamente los gases y reducir la probabilidad de inclusiones de gas.
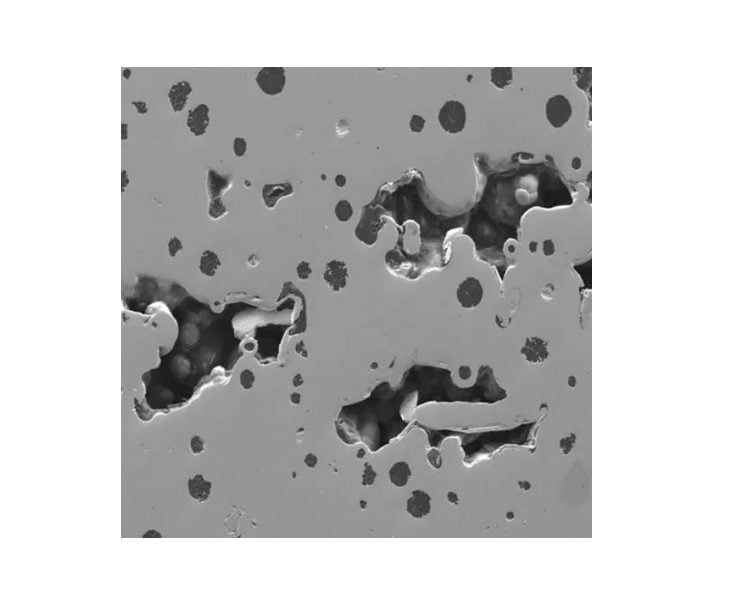
2.Espiráculos

Los sopladeros son cavidades o huecos que se forman dentro del metal fundido debido al atrapamiento de gases durante el proceso de solidificación. Estas cavidades pueden variar en tamaño y distribución, afectando tanto la apariencia como las propiedades mecánicas del producto final.
Causas de los espiráculos
- Atrapamiento de gas:Una ventilación y desgasificación inadecuadas durante el proceso de fundición pueden provocar que los gases queden atrapados en el metal fundido, provocando espiráculos.
- Humedad en la arena de moldeo:Un contenido excesivo de humedad en la arena de moldeo puede generar vapor durante la fundición, lo que contribuye a la formación de espiráculos.
- Ventilación inadecuada del molde:Si el sistema de ventilación del molde está mal diseñado, puede restringir el escape de gases y provocar el desarrollo de espiráculos.
Soluciones
- Ventilación y desgasificación mejoradas:Mejorar los sistemas de ventilación de moldes y las técnicas de desgasificación para eliminar eficazmente los gases del metal fundido.
- Arena de moldeo optimizada:Controle los niveles de humedad en la arena de moldeo para minimizar la generación de vapor y los posteriores soplados.
- Diseño apropiado de ventilación del molde:Garantizar el diseño y la ubicación adecuados de las ventilaciones del molde para facilitar el escape de gases y evitar espiráculos.
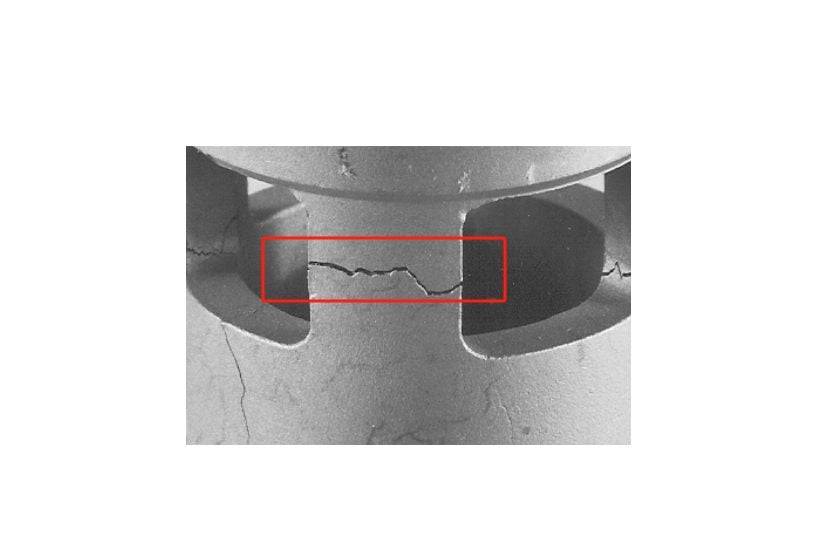
3. Lágrimas calientes

Los desgarros en caliente, también conocidos como fracturas por tensión, son grietas o fracturas internas que ocurren en la fundición debido a un enfriamiento y solidificación desiguales.
Causas de las lágrimas calientes
- Tasas de enfriamiento diferenciales:Las variaciones en las velocidades de enfriamiento a lo largo de la pieza fundida inducen tensiones térmicas que conducen al desarrollo de desgarros calientes.
- Enfriamiento restringido:Un margen insuficiente para la contracción o un soporte inadecuado durante la fase de enfriamiento contribuyen a la formación de lágrimas calientes.
- Propiedades materiales inadecuadas:Las malas propiedades del material, como la baja ductilidad, pueden hacer que la pieza fundida sea susceptible a desgarros por calor.
Soluciones
- Condiciones de enfriamiento controladas:Implemente procesos de enfriamiento controlados y uniformes para minimizar las tasas de enfriamiento diferenciales y mitigar el riesgo de lágrimas calientes.
- Soporte de fundición adecuado:Diseñe un sistema de soporte adecuado para evitar restricciones y permitir un enfriamiento uniforme, reduciendo la probabilidad de desgarros calientes.
- Selección de materiales optimizada:Elija materiales con propiedades apropiadas, incluida suficiente ductilidad, para resistir el desarrollo de desgarros calientes.
Defectos del material del molde
Además de los defectos internos y superficiales de las piezas fundidas, los defectos del material del molde también pueden afectar la calidad del producto final.
1.Erosión del moho

La erosión del molde es un defecto caracterizado por el desgaste gradual del material del molde durante ciclos de fundición sucesivos. Esta erosión puede resultar en una pérdida de las dimensiones del molde y del acabado de la superficie.
Causas de la erosión del moho
- Alta temperatura y agitación de metales:El metal fundido a temperaturas elevadas combinado con un flujo de metal turbulento puede acelerar la erosión del molde.
- Naturaleza abrasiva del metal fundido: Ciertos metales, especialmente aquellos con impurezas abrasivas, pueden contribuir a un mayor desgaste de la superficie del molde.
- Recubrimiento de molde inadecuado:Los recubrimientos del molde insuficientes o degradados pueden exponer el material del molde al contacto directo con el metal fundido, lo que provoca erosión.
Soluciones
- Condiciones de lanzamiento optimizadas:Controle la temperatura de fundición y el flujo de metal para minimizar el impacto abrasivo en el molde.
- Uso de recubrimientos de moldes resilientes:Aplique y mantenga recubrimientos de moldes de alta calidad para crear una barrera protectora entre el molde y el metal fundido.
- Mantenimiento regular:Inspeccione y renueve periódicamente los moldes para abordar cualquier signo de erosión y evitar su progresión.
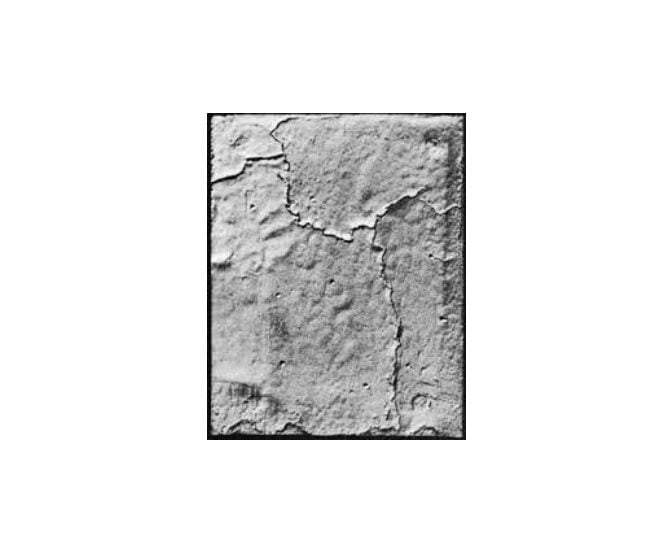
2.Grietas en el molde
Causas del agrietamiento del moho
- Esfuerzos térmicos:El enfriamiento rápido y desigual del molde puede provocar tensiones térmicas que provoquen la formación de grietas.
- Precalentamiento inadecuado del molde:Un precalentamiento insuficiente del molde puede provocar un choque térmico que provoque grietas durante la fundición.
- Fatiga de materiales:Los ciclos térmicos repetidos y la exposición al metal fundido pueden causar fatiga en el material del molde, lo que contribuye al agrietamiento.
Soluciones
- Tasas de enfriamiento controladas:Implemente procesos de enfriamiento controlados y uniformes para minimizar las tensiones térmicas y reducir la probabilidad de agrietamiento del molde.
- Precalentamiento adecuado del molde:Asegure un precalentamiento adecuado del molde para reducir el choque térmico y el agrietamiento asociado.
- Selección de materiales:Elija materiales de molde con suficiente estabilidad térmica y resistencia a la fatiga para mitigar el agrietamiento.
3. Hinchazón del moho
El hinchamiento del molde se refiere a la expansión o deformación del material del molde durante el proceso de fundición, lo que genera imprecisiones en las dimensiones del producto final.
Causas de la hinchazón del moho
- Reacción con metal fundido:Ciertos materiales del molde pueden reaccionar con metales específicos, provocando hinchazón o deformación.
- Refrigeración inadecuada: Un enfriamiento insuficiente del molde durante el proceso de fundición puede contribuir a una absorción excesiva de calor y al hinchamiento.
- Degradación de materiales: La exposición continua al metal fundido puede degradar el material del molde y provocar hinchazón.
Soluciones
- Pruebas de compatibilidad:Asegure la compatibilidad entre el material del molde y el metal fundido para evitar reacciones adversas que provoquen hinchazón.
- Enfriamiento optimizado:Implemente estrategias de enfriamiento efectivas para mantener la integridad estructural del molde y evitar la absorción excesiva de calor.
- Inspección y reemplazo regulares:Inspeccione periódicamente los moldes para detectar signos de degradación y reemplácelos según sea necesario para evitar que se hinchen.
Prevención y Control de Calidad
Garantizar la calidad de las piezas fundidas implica una combinación de medidas preventivas, estrictos procedimientos de control de calidad y técnicas de inspección avanzadas.
Tecnologías de fundición avanzadas
Las tecnologías de fundición avanzadas desempeñan un papel fundamental a la hora de mejorar la calidad, la eficiencia y la precisión generales del proceso de fundición. Estas tecnologías aprovechan métodos de vanguardia para abordar desafíos comunes y optimizar la producción de piezas fundidas de alta calidad.
1. Diseño asistido por computadora (CAD) y simulación
El diseño asistido por computadora (CAD) permite la creación de modelos digitales detallados y precisos de componentes fundidos. A través de la simulación, los fabricantes pueden analizar cómo el metal fundido fluirá, se solidificará y potencialmente formará defectos. Esta comprensión preventiva permite realizar ajustes de diseño antes de que comience el proceso de fundición física, lo que reduce la probabilidad de defectos.
2. Impresión 3D en patrones de fundición
La tecnología de impresión 3D permite la producción de patrones de fundición complejos con alta precisión. Este método no sólo acelera el proceso de creación de patrones, sino que también permite la creación de geometrías complejas que pueden resultar desafiantes con los métodos tradicionales. La precisión mejorada del patrón contribuye a la reducción general de los defectos de fundición.
¿Cómo detectar en general defectos internos en las piezas fundidas?
La detección de defectos internos en piezas fundidas suele utilizar diferentes métodos de ensayo no destructivos. Estos métodos pueden ayudar a encontrar diversos problemas en las piezas fundidas, como poros, inclusiones de escoria, grietas, etc. Los siguientes son algunos métodos comunes para detectar defectos internos en las piezas fundidas:
Técnicas de inspección |
|
Inspección de rayos X | Esto es muy eficaz para detectar defectos con grandes diferencias de densidad (como poros, inclusiones de escoria, etc.). |
Pruebas ultrasónicas (UT) | Las ondas ultrasónicas se utilizan para detectar diversos defectos en el interior de las piezas fundidas, como poros, inclusiones de escoria, grietas, etc. |
Prueba de partículas magnéticas (MT) | Al aplicar o rociar partículas magnéticas con un campo magnético aplicado, se puede observar la agregación de partículas magnéticas debido a las grietas para encontrar defectos. |
Prueba de corrientes de Foucault (ET) | Introduciendo corriente alterna en la superficie de la pieza fundida y monitoreando los cambios en la corriente parásita para detectar defectos superficiales y cercanos a la superficie. |
Pruebas radiográficas (RT) | Similar a la prueba de rayos X, pero utiliza un campo magnético radiográfico. Este método también es eficaz para encontrar defectos como grietas. |
Tomografía computarizada (TC) | Utiliza rayos X u otras fuentes de rayos para crear imágenes tomográficas tridimensionales mediante proyección desde múltiples ángulos. Esto es útil para detectar estructuras internas complejas y pequeños defectos. |
Conclusión
Los defectos de fundición son irregularidades indeseables que ocurren durante el proceso de fundición del metal. Los defectos aumentan los costos de fabricación y el desperdicio y pueden hacer que los productos y piezas no funcionen según lo diseñado. Después de comprender los defectos de los diferentes tipos de piezas fundidas y las causas de su formación, es fundamental prevenir los defectos de las piezas fundidas con anticipación.




