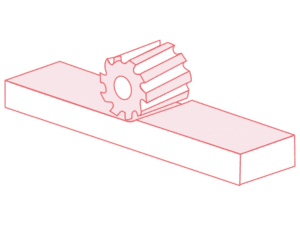
Alüminyum profil ekstrüzyonu, boşlukların olduğu bir işlemdir. alüminyum alaşımlar plastik duruma gelinceye kadar ısıtılır ve bir ekstrüzyon kalıbından çeşitli şekilli alüminyum bölümler halinde ekstrüde edilir. Böyle bir işlem, son derece karmaşık kesit şekillerine sahip, yaygın olarak kullanılan, farklı türde alüminyum profil ürünleri üretebilir. kas kütlesi inşasında ve , ulaşım, enerji endüstrisi, makine ve diğer alanlar.

Alüminyum Ekstrüzyon Proses Çeşitleri
Alüminyum ekstrüzyon, uygulanan ekstrüzyon yöntemine göre genel olarak üç farklı tipte sınıflandırılabilir: doğrudan ekstrüzyon, dolaylı ekstrüzyon ve hidrolik ekstrüzyon.
Doğrudan Ekstrüzyonlar
Bu yöntemin basitliği nedeniyle en çok alüminyum profil üretiminde kullanıldığı bilinmektedir. Bu durumda ısıtılan kütük bir kap içerisine konulur ve burada koç veya sap vasıtasıyla kalıptan geçerek sürekli olarak buna göre şekil alan profiller üretilir. Bu yöntem, yüksek üretkenlik oranlarının yanı sıra, alüminyum profillerin büyük ölçekli üretiminde kullanılmasını mümkün kılan verimliliğiyle de dikkate değerdir.
Dolaylı Ekstrüzyonlar
Alüminyum kütük geri döner veya takıldığı yönün tersi yönde kalıbın etrafından akar. Dolaylı eritme, duvar kalınlığının ve iç özelliklerin daha fazla kontrole sahip olduğu içi boş veya yarı oyuk bölümler yapmak istendiğinde sıklıkla kullanılır.
Hidrolik Ekstrüzyonlar
Ergitme işlemi sırasında gerekli kuvveti üretmek için mekanik şahmerdanlar kullanmak yerine; hidrolik sistem bunu hidrolik sıvılar kullanarak yapar. Koç, hidrolik sıvı haznesini iterek sıvı üzerinde hidrolik basınca neden olur ve bu da sonuçta kütüğü kalıptan dışarı doğru iter. Hidrolik eritme makineleri, bu tür işlemler sırasında hassas kontrollü hız ve basınç için kullanılır ve bu da onları karmaşık şekillerin imalatında kullanıma uygun hale getirir.
Ekstrüzyon Yöntemlerinin Karşılaştırılması
Her yöntemin kendine özgü güçlü ve zayıf yönleri vardır. Örneğin, doğrudan ekstrüzyonlar yoluyla basit şekiller daha hızlı ve daha verimli bir şekilde üretilebilirken dolaylı olanlar, iç özelliklerin yanı sıra duvar kalınlıkları üzerinde daha iyi kontrol sağlar. Ek olarak, hidrolik ekstrüzyonlar proses parametreleri üzerinde üstün kontrole sahiptir ancak belki de doğrudan olanlara göre daha düşük üretim hızlarına sahiptirler. Ekstrüzyon yöntemi istenilen ürün şekline, üretim hacmine ve kalite standartlarına göre seçilir.
Alüminyum Ekstrüzyon Proses Özellikleri
1. Mükemmel İşlenebilirlik ve Üstün Kalite
Alüminyum ekstrüzyon işlemi mükemmel işlenebilirlik sunarak yüksek boyutsal doğruluk ve pürüzsüz yüzeylere sahip doğru profiller üretmeyi mümkün kılar. Sıcak ekstrüzyon işlemi sayesinde alüminyum, karmaşık şekillerin yanı sıra karmaşık kesitler oluşturmak için bir kalıptan sorunsuz bir şekilde akabilir.
2. Etkin Malzeme Kullanımı ve Ekonomik Araçlar
Alüminyum ekstrüzyon düşük malzeme israfına sahiptir, dolayısıyla uygun maliyetlidir. Süreç, minimum düzeyde ikincil işleme gerektiren, net şekle yakın ürünler üretme kapasitesine sahiptir ve böylece değerli alüminyum kaynakları korunur.
3. Oldukça Karmaşık Kesitler
Alüminyum ekstrüzyonun diğer üretim tekniklerine göre en önemli avantajlarından biri, başka herhangi bir yöntemle elde edilmesi zor veya imkansız olan karmaşık, asimetrik ve içi boş kesitleri kolaylıkla oluşturabilmesidir.
4.Üstün Yüzey İşlemi
Genel olarak, ekstrüde alüminyum ürünlerin yüzey kalitesi mükemmeldir ve çok az sonradan işlemeye ihtiyaç duyabilir. Mimari bileşenler ve tüketici ürünleri gibi pek çok uygulama için, ekstrüzyon yoluyla elde edilen düzgün ve tekdüze yüzey son derece arzu edilen bir durumdur.

Alüminyum Profil Ekstrüzyonlarında Ana Prosesler
Ham alüminyum kütüklerden yüksek kaliteli ekstrüzyon profilleri üretmek için alüminyum ekstrüzyonda birkaç önemli adım söz konusudur. İlk olarak, bir alüminyum kütük bir ekstrüzyon presine yerleştirilir ve burada ekstrüzyon işlemi sırasında düzgünlüğün sağlanması için hassas uzunluk ve boyutta kesilir.
Daha sonra, 400°C – 500°C arasındaki sıcaklıkları gerektiren kütük ısıtma işlemi takip eder (bu, kullanılan özel alaşıma bağlıdır). Bunu yaparak, bu erime sıcaklığı, tüm metalin bir ekstrüder kalıbından geçerken plastik deformasyona uğramasını sağlar.
Son olarak, kütük üzerinde tatmin edici bir sıcaklık göründüğünde, plastikler için özel olarak yapılmış bir kalıp aracılığıyla muazzam bir basınç altında itilmeden önce gerçek bir şekillendirme makinesine doğru hareket ettirilecektir; bu kalıplar, ortaya çıkan herhangi bir profilin enine kesitinin son şeklini tanımlar, böylece basitten daha karmaşık geometrilere kadar değişebilir.
Kalıptan çıktıktan sonra ekstrüzyona tabi tutulan ürün düzleştirme ve soğutma işlemine tabi tutulur. Düzleştirme işlemi, ekstrüzyon sırasında oluşmuş olabilecek kalan gerilimleri veya deformasyonları ortadan kaldırır ve böylece boyutsal doğruluk sağlar. Hızlı soğutma alüminyumu katılaştırarak mekanik özelliklerini arttırır.
Son olarak, ekstrüde alüminyum profillerin kalite kontrolü ve muayenesi, belirtilen boyutsal toleransları, yüzey kaplamalarını ve mekanik özellikleri karşıladıklarından emin olmak amacıyla yapılır. İstenilen nihai ürünün elde edilmesi için gereken uygulamaya bağlı olarak kesme, işleme veya ısıl işlem gibi ek ekstrüzyon sonrası işlemler gerçekleştirilebilir.

Uygulama
1. Standart profiller
Bunlar genellikle belirli şekil ve boyutlarda mevcuttur ve bu da onları en yaygın alüminyum profiller yapar.
- Açılar – Köşeli parantezler ve kenarlar gibi çerçeveleme amacıyla kullanılan L şeklindeki bölümlerdir.
- C-Kanalları – Mimari çerçevelerde, yapılarda ve ray raylarında sıklıkla kullanılan U şekilli bölüm.
- borular – Yapısal uygulamalarda yaygın olarak kullanılan içi boş kare, dikdörtgen veya dairesel borular.
- Barlar – Makine parçalarından bina yapılarına kadar çeşitli kullanımlara uygun katı dikdörtgen, yuvarlak veya kare çubuklar.
- kirişler – Öncelikle inşaatlarda ve mimarilerde kullanıma yönelik L şeklindeki profiller.
- Yivli Çubuk Stok – Modüler montaj sistemleri için T yuvalı profiller, diğerlerinin yanı sıra bağlantı noktaları gibi eklemeler gerektiren çerçevelerin oluşturulması için idealdir.
2. Özelleştirilmiş profiller
Kullanıcının gereksinimlerine göre özel olarak talep üzerine üretilirler, dolayısıyla oldukça değiştirilmiş standart olanlardan özelleştirilmiş kalıplar kullanılarak üretilen tamamen benzersiz şekillere kadar değişebilirler.
Otomotiv Bileşenleri - Özel şekiller gövde yapılarını, çerçeveleri ve motor bileşenlerini içerir
Mimari Özellikler - Pencere çerçeveleri, kapı çerçeveleri, perde duvarları vb. özel tasarımlar geliştirilebilir.
Endüstriyel Uygulamalar – Belirli makine veya ekipmanlar için mekanik parçalar ve özel montajlar.
3. Radyatör
Bu profiller özellikle ısıyı yönetmek için yapılmıştır ve ağırlıklı olarak elektronik sistemlerde ve aydınlatmada kullanılır. Isıyı etkili bir şekilde dağıtmayı destekleyen geniş bir yüzey alanına sahiptirler.
Sonuç
Bu, kütükteki alüminyum malzemenin bir kalıp aracılığıyla preslenmesiyle belirli bir kesit şekline sahip alüminyum profillerin elde edilmesiyle sonuçlanan bir işlemdir. EASIAHOME olarak uzman kadromuz sayesinde alüminyum projenize mümkün olan en kısa sürede, uygun maliyetle yardımcı olabiliriz.