Das Fräsen von Schultern ist eine der wichtigsten Fräsbearbeitungen in der Präzisionsbearbeitung. Es dient zur Herstellung präziser 90-Grad-Schultern, vertikaler Wände, Stufen, Nuten, Taschen und rechtwinkliger Kanten an Werkstücken aus Metall oder Kunststoff.
Bei der CNC-Bearbeitung findet das Schulterfräsen breite Anwendung bei Aluminiumteilen, Edelstahlkomponenten, Formeinsätzen, Maschinenrahmen, Automobilteilen, Luft- und Raumfahrtkomponenten und vielen kundenspezifischen Präzisionsteilen.
Dieser Leitfaden erklärt, was Schulterfräsen ist, wie es funktioniert, welche Fräsertypen üblicherweise verwendet werden, wie man das richtige Werkzeug auswählt und wie man häufige Bearbeitungsprobleme vermeidet.
Was ist Schulterfräsen?
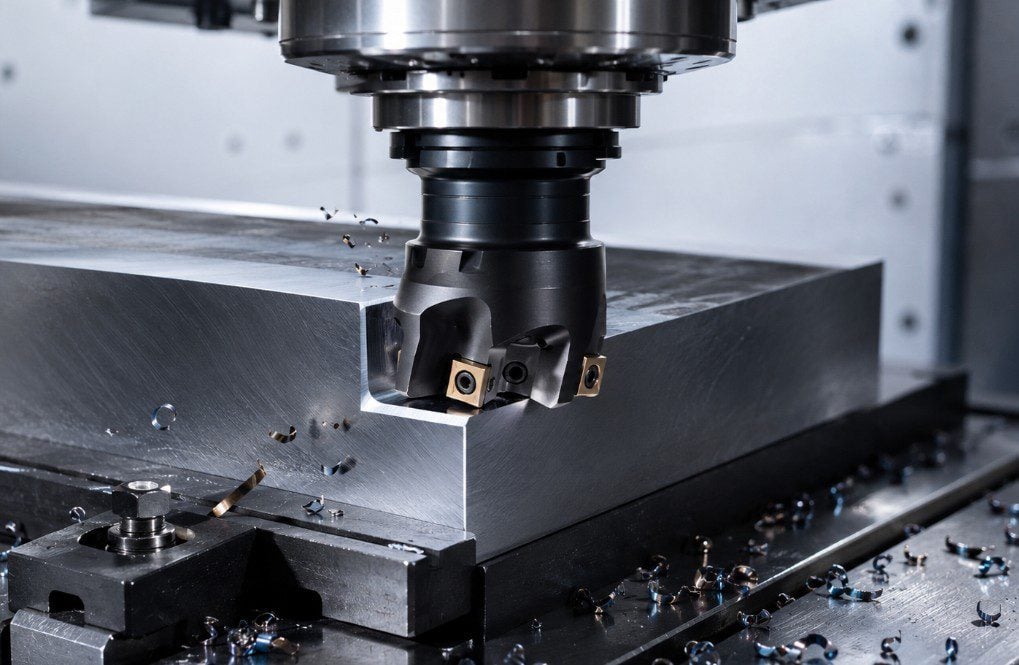
Das Schulterfräsen ist ein Fräsverfahren, mit dem gleichzeitig eine ebene Fläche und eine angrenzende vertikale Wand bearbeitet werden. Ziel ist es in der Regel, eine präzise Schulter, Stufe, Taschenwand, Nutseite oder rechtwinklige Kante an einem Werkstück zu erzeugen.
Beim Schulterfräsen geht es in den meisten Fällen darum, einen exakten 90-Grad-Winkel zwischen zwei Flächen herzustellen. Eine Fläche ist typischerweise horizontal, die andere vertikal. Dies macht das Verfahren besonders wichtig, wenn Teile präzise zusammenpassen müssen, beispielsweise bei Baugruppen, Gehäusen, Vorrichtungen, Formbasen und mechanischen Bauteilen.
Ein Schulterfräser schneidet üblicherweise sowohl mit seinen äußeren Schneidkanten als auch, je nach Werkzeugkonstruktion, mit einem Teil seiner unteren Schneidkante. Dadurch kann das Werkzeug Material von der Seitenwand abtragen und gleichzeitig die Oberfläche des Bodens oder der Stufe bearbeiten.
Wofür wird Schulterfräsen verwendet?
Schulterfräsen kommt zum Einsatz, wenn ein Werkstück präzise Seitenwände, rechtwinklige Schultern oder Stufen erfordert. Typische Anwendungsgebiete sind:
- Bearbeitung von Taschen und Kavitäten
- Schlitze und Seitenwände schaffen
- Stufen und Absätze erzeugen
- Rechtwinklige Kanten nach der Grobbearbeitung
- Merkmale der Endbearbeitungsform und -matrize
- Bearbeitung der Bauteilschultern für die Montage
- Herstellung präziser vertikaler Flächen an CNC-Teilen
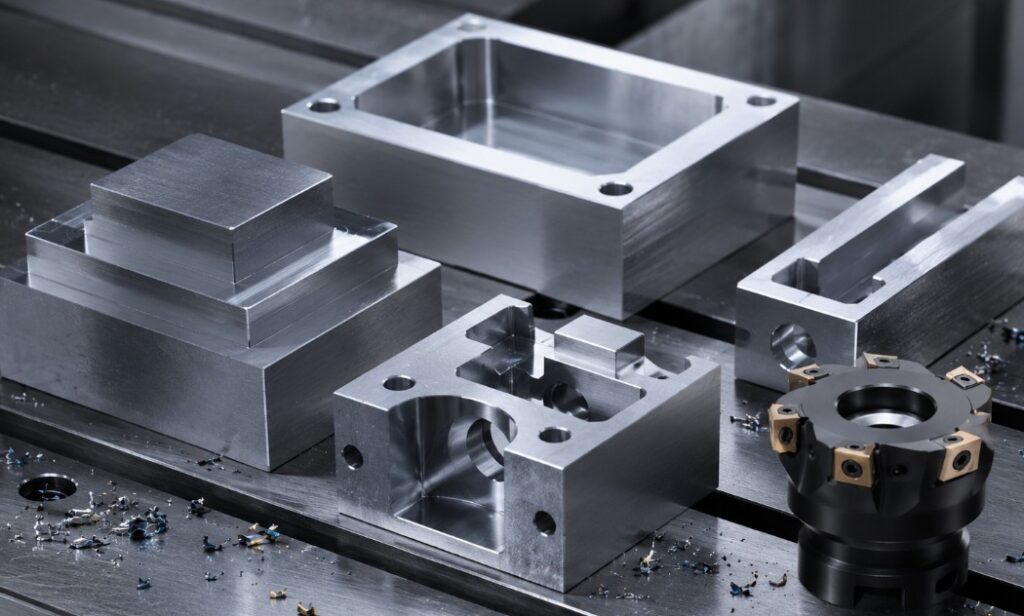
Beispielsweise kann beim gefrästen Aluminiumgehäuse durch Schulterfräsen Innenaussparungen für die Aufnahme anderer Bauteile erzeugt werden. Im Formenbau ermöglicht es die Herstellung sauberer, vertikaler Wände und scharfer Übergänge. In der Luft- und Raumfahrtindustrie trägt das Schulterfräsen zur Fertigung von Strukturbauteilen mit engen Toleranzanforderungen bei.
Der Hauptvorteil des Schulterfräsens liegt in der Genauigkeit. Ein gut kontrollierter Bearbeitungsprozess ermöglicht eine gute Rechtwinkligkeit, eine saubere Oberflächengüte und stabile Abmessungen.
Wie funktioniert der Schulterfräsprozess?
Beim Schulterfräsen wird Material vom Werkstück mit einem rotierenden Fräser abgetragen. Der Fräser bewegt sich entlang einer programmierten Werkzeugbahn und greift dabei an die Werkstückseite an. In der CNC-Bearbeitung wird diese Bewegung durch das Maschinenprogramm gesteuert, das Schnitttiefe, radialen Eingriff, Vorschubgeschwindigkeit, Spindeldrehzahl und Werkzeugbahnstrategie definiert.
Ein typischer Schulterfräsprozess umfasst die folgenden Schritte:
1. Werkstückeinrichtung
Das Werkstück muss sicher eingespannt werden, um Bewegungen während des Schneidens zu verhindern. Eine mangelhafte Einspannung kann Vibrationen, Maßabweichungen, eine schlechte Oberflächengüte oder sogar Werkzeugbruch verursachen. Für dünnwandige oder empfindliche Teile sind gegebenenfalls spezielle Vorrichtungen erforderlich.
2. Werkzeugauswahl
Der Zerspanungsmechaniker wählt den Fräser anhand des Werkstoffs, der Schultertiefe, der geforderten Toleranz, der Oberflächengüte und der Maschinenkapazität aus. Gängige Optionen sind Wendeschneidplattenfräser, Vollhartmetall-Schaftfräser, Hohlfräser und Hochvorschubfräser für die Schruppbearbeitung.
3. Parametereinstellung
Schnittgeschwindigkeit, Vorschub, axiale und radiale Schnitttiefe sowie Kühlmitteleinsatz müssen korrekt eingestellt werden. Diese Parameter beeinflussen direkt die Werkzeugstandzeit, die Wärmeentwicklung, die Spankontrolle und die Werkstückqualität.
4. Grobfräsen
In vielen Fällen wird beim Grobfräsen der Schulter zunächst der größte Teil des Materials abgetragen. Ziel ist eine hohe Abtragsleistung, nicht die endgültige Oberflächenqualität. Ein geringer Materialrest kann für die Feinbearbeitung verbleiben.
5. Fertigfräsen
Ein Schlichtgang dient der Verbesserung der Oberflächengüte, der Rechtwinkligkeit und der Maßgenauigkeit. Dieser Gang zeichnet sich in der Regel durch eine geringere Schnitttiefe, einen gleichmäßigen Vorschub und einen korrekten Werkzeugeingriff aus.
6. Inspektion
Nach der Bearbeitung können wichtige Maße mithilfe von Messschiebern, Mikrometern, Höhenmessgeräten, Koordinatenmessgeräten oder anderen Messwerkzeugen überprüft werden. Wichtige Merkmale sind Wandgeradheit, Oberflächengüte, Schulterhöhe, Breite und 90-Grad-Genauigkeit.
Gängige Arten von Schulterfräsern
Für unterschiedliche Werkstoffe, Schnitttiefen und Bearbeitungsziele werden verschiedene Schulterfräser verwendet. Die Wahl des falschen Fräsers kann zu Rattern, schlechter Oberflächengüte, kurzer Werkzeugstandzeit und Maßabweichungen führen.
1. Vierkant-Schulterfräser
Fräser mit rechtwinkliger Schulter sind für die Herstellung präziser 90°-Schultern ausgelegt. Viele verwenden Wendeschneidplatten, die bei Verschleiß ausgetauscht werden können. Diese Fräser werden häufig für Schrupp- und Vorschlichtbearbeitungen eingesetzt.
Sie eignen sich je nach Güteklasse und Geometrie der Einsätze für Stahl, Edelstahl, Gusseisen und Aluminium.
2. Vollhartmetall-Schaftfräser
Vollhartmetall-Schaftfräser werden häufig zum Schulterfräsen eingesetzt, insbesondere wenn hohe Präzision und gute Oberflächengüte gefordert sind. Sie sind mit unterschiedlichen Schneidenzahlen, Beschichtungen, Spiralwinkeln und Eckradien erhältlich.
Vollhartmetall-Schaftfräser eignen sich ideal für kleinere Teile, Präzisionstaschen, dünne Wände und Schlichtbearbeitungen.
3. Wendeschneidplatten-Schaftfräser
Wendeschneidplattenfräser verwenden austauschbare Wendeschneidplatten und eignen sich für größere Abtragsarbeiten. Sie sind kostengünstiger für die Grobbearbeitung, da nur die Wendeschneidplatten und nicht das gesamte Werkzeug ausgetauscht werden müssen.
Sie werden häufig in der Fertigungsbearbeitung eingesetzt, wo Werkzeugkosten, Schnittleistung und Ausfallzeiten eine wichtige Rolle spielen.
4. Muschelmühlen
Spindelfräser sind größere Fräser, die auf einer Spindel montiert sind. Sie eignen sich für die Bearbeitung breiter Schultern, großer Stufen und für anspruchsvolle Anwendungen. Spindelfräser bieten eine gute Steifigkeit, erfordern jedoch eine leistungsfähige Maschine und eine stabile Einrichtung.
5. Hochvorschub-Schneidwerke
Hochvorschubfräser werden hauptsächlich zum Schruppen eingesetzt. Sie arbeiten mit einem kleinen Eintrittswinkel und ermöglichen hohe Vorschubgeschwindigkeiten bei reduzierten Schnittkräften. Obwohl sie nicht von selbst eine 90°-Endwand erzeugen, eignen sie sich gut, um vor dem Schlichtfräsen der Schulter schnell Material abzutragen.
Wie man den richtigen Schulterfräser auswählt
Die Auswahl des richtigen Fräsers hängt von der Teilekonstruktion, dem Material, den Toleranzen, der Maschinenleistung und dem Produktionsvolumen ab.
Faktor | Was ist zu beachten? | Empfohlene Wahl |
Material | Aluminium, Stahl, Edelstahl, Titan, Kunststoff | Passen Sie die Geometrie und Beschichtung des Schneidwerkzeugs an das Material an. |
Schultertiefe | Tiefe Schultern erfordern längere Werkzeuge, aber auch eine höhere Steifigkeit. | Nutzen Sie nach Möglichkeit kurze Überhänge. |
Oberflächengüte | Für ein feines Finish sind ein stabiles Werkzeug und die richtige Geometrie erforderlich. | Vollhartmetall- oder Schlichteinsätze |
Produktionsvolumen: | Für die Serienfertigung sind kürzere Werkzeugwechselzeiten erforderlich. | Wendeschneidplattenfräser |
Maschinensteifigkeit | Schwache Setups erhöhen das Chatter-Risiko | Verwenden Sie kleinere Eingriffswinkel und starre Halter. |
Toleranz | Enge Toleranzen erfordern einen Schlichtgang. | Präzisionsfräser und kontrollierte Werkzeugbahn verwenden |
Parameter beim Schulterfräsen: Was ist am wichtigsten?
Die Schnittparameter sind beim Schulterfräsen entscheidend. Selbst ein guter Fräser kann schlechte Ergebnisse liefern, wenn Drehzahl, Vorschub oder Eingriff nicht stimmen.
Schneidgeschwindigkeit
Die Schnittgeschwindigkeit hängt vom Werkstück- und Werkzeugmaterial ab. Höhere Geschwindigkeiten können die Produktivität steigern, jedoch können zu hohe Geschwindigkeiten zu Hitzeentwicklung, verkürzter Werkzeugstandzeit und Oberflächenbeschädigungen führen.
Vorschubgeschwindigkeit
Die Vorschubgeschwindigkeit beeinflusst die Spandicke, die Oberflächengüte und die Werkzeugbelastung. Eine zu geringe Vorschubgeschwindigkeit kann zu Reibung statt zu Schnitten führen. Eine zu hohe Vorschubgeschwindigkeit kann den Fräser überlasten und Vibrationen verursachen.
Axiale Schnitttiefe
Die axiale Schnitttiefe beschreibt, wie tief das Werkzeug in vertikaler Richtung schneidet. Tiefere Schnitte erhöhen die Produktivität, aber auch die Schnittkraft und die Werkzeugdurchbiegung.
Radiale Schnitttiefe
Die radiale Schnitttiefe entspricht der Breite des Werkzeugeingriffs. Ein großer radialer Eingriff trägt mehr Material ab, kann aber zu Rattern und Hitzeentwicklung führen. Ein geringerer Eingriff verbessert die Stabilität, erfordert jedoch möglicherweise mehr Durchgänge.
Kühlmittel- und Spanabsaugung
Kühlmittel trägt zur Wärmeabfuhr, Verbesserung der Oberflächengüte und Verlängerung der Werkzeugstandzeit bei. Bei der Aluminiumbearbeitung ist die Kühlung mittels Druckluft oder Nebel oft hilfreich für den Späneabtransport. Bei der Bearbeitung von Edelstahl und Titan kann die richtige Kühlung die Wärmeentwicklung kontrollieren und Werkzeugausfälle verhindern.
Schulterfräsen vs. Planfräsen
Schulterfräsen und Planfräsen werden oft verwechselt, haben aber unterschiedliche Zwecke.
Beim Planfräsen wird hauptsächlich eine ebene, horizontale Fläche bearbeitet. Der Fräser trägt Material von der Oberseite des Werkstücks ab und erzeugt so eine ebene Fläche.
Die Schulterfräse bearbeitet sowohl eine Seitenwand als auch eine angrenzende Fläche. Ihr Zweck ist die Herstellung einer Stufe, einer rechtwinkligen Schulter oder einer vertikalen Wand.
In einfachen Worten:
- Das Planfräsen dient dazu, eine ebene Oberfläche herzustellen.
- Das Schulterfräsen dient dazu, eine Oberfläche zu ebnen und eine vertikale Wand oder eine 90-Grad-Schulter zu erzeugen.
- Wenn das Bauteil eine saubere Seitenwand erfordert, ist das Schulterfräsen die bessere Wahl.
Schulterfräsen vs. Stirnfräsen
Das Stirnfräsen ist ein umfassenderes Fräsverfahren, das unter anderem Nutenfräsen, Profilfräsen, Konturfräsen, Taschenfräsen und Eintauchen umfasst. Schulterfräsen kann mit einem Stirnfräser durchgeführt werden, aber nicht jede Stirnfräsoperation ist ein Schulterfräsen.
Der entscheidende Unterschied liegt im Bearbeitungsziel. Beim Stirnfräsen können Kurvenprofile, Nuten oder Taschen erzeugt werden. Das Schulterfräsen hingegen konzentriert sich speziell auf die Herstellung präziser Schultern und vertikaler Wände.
Bei komplexen 3D-Formen wird häufig das Stirnfräsen eingesetzt. Für rechtwinklige Stufen und Seitenwände ist das Schulterfräsen das bevorzugte Verfahren.
Vorteile des Schulterfräsens
Das Schulterfräsen bietet in der modernen Fertigung mehrere wichtige Vorteile.
Hohe Maßgenauigkeit
Bei korrekter Steuerung ermöglicht das Schulterfräsen die Herstellung präziser Breiten, Tiefen und Wandpositionen. Dies ist wichtig für Bauteile, die korrekt montiert werden müssen.
Gute Oberflächenbeschaffenheit
Mit einem stabilen Werkzeug, der richtigen Vorschubgeschwindigkeit und einem ordnungsgemäßen Feinschliff lassen sich glatte vertikale Wände und saubere Bodenoberflächen erzielen.
Effizienter Materialabtrag
Mit dem richtigen Fräser lässt sich beim Schulterfräsen Material schnell und präzise abtragen. Wendeschneidplattenfräser eignen sich besonders für die Serienfertigung.
Vielseitigkeit
Das Schulterfräsen kann bei vielen Werkstoffen angewendet werden, darunter Aluminium, Kohlenstoffstahl, Edelstahl, Gusseisen, Messing, Kupfer, technische Kunststoffe und einige Verbundwerkstoffe.
Geeignet für die CNC-Fertigung
Das Verfahren eignet sich hervorragend für CNC-Fräsmaschinen, Bearbeitungszentren und automatisierte Produktionslinien. Es ist sowohl für Prototypen als auch für die Serienfertigung geeignet.
Branchen, die Schulterfräsen verwenden
Das Schulterfräsen wird in vielen Branchen eingesetzt, in denen Genauigkeit und Zuverlässigkeit von Bedeutung sind.
Luft- und Raumfahrt
Bauteile für die Luft- und Raumfahrt erfordern häufig leichte Werkstoffe, komplexe Aussparungen, dünne Wände und enge Toleranzen. Das Schulterfräsen wird häufig für Aluminium-Strukturbauteile, Halterungen, Gehäuse und Triebwerkskomponenten eingesetzt.
Automobilindustrie
Automobilhersteller nutzen das Schulterfräsen für Motorteile, Getriebekomponenten, Formen, Vorrichtungen und Werkzeuge. Das Verfahren eignet sich sowohl für die Prototypenentwicklung als auch für die Serienproduktion.
Formen- und Formenbau
Formhohlräume, Einsätze, Trennflächen und Stufen erfordern oft saubere, vertikale Wände und präzise Schultern. Das Fräsen von Schultern trägt dazu bei, diese Merkmale effizient zu realisieren.
Medizintechnik
Medizinische Komponenten, chirurgische Instrumente und Implantatteile erfordern häufig eine präzise Bearbeitung und gleichbleibende Qualität. Schulterfräsen ermöglicht die Herstellung präziser Konturen in Edelstahl, Titan und Speziallegierungen.
Allgemeine Maschinen
Maschinenrahmen, Platten, Getriebegehäuse, Halterungen und Teile von Industrieanlagen weisen oft Schultern, Schlitze und Taschen auf, die ein Schulterfräsen erfordern.
Fazit
Das Fräsen von Schultern ist ein zentrales CNC-Bearbeitungsverfahren zur Herstellung präziser 90°-Schultern, Seitenwände, Stufen, Nuten und Taschen. Es spielt eine wichtige Rolle in der Luft- und Raumfahrt, der Automobilindustrie, im Formenbau, in der Medizintechnik und in der allgemeinen Präzisionsbearbeitung.
Benötigen Sie präzisionsgefertigte Teile mit exakten Schultern, sauberen Seitenwänden und zuverlässigen Toleranzen? Unser Ingenieurteam unterstützt Sie von der Materialauswahl und Prozessplanung über die CNC-Bearbeitung bis hin zur Endkontrolle. Senden Sie uns Ihre Zeichnungen, Materialanforderungen, Stückzahlen und Toleranzvorgaben – wir helfen Ihnen, die optimale Bearbeitungslösung zu finden.




