Climb milling is one of the most widely used milling strategies in modern CNC machining. When applied correctly, it can help improve surface finish, extend tool life, reduce cutting heat, and produce more accurate machined parts. For many CNC applications, especially finishing operations and aluminum machining, αναρρίχηση φρεζαρίσματος is often the preferred method.
However, climb milling is not suitable for every machine, material, or cutting condition. It requires a rigid setup, stable workholding, and proper control of backlash. If the machine or fixture is not stable enough, climb milling may cause tool grabbing, vibration, chatter, or dimensional errors.
This guide explains what climb milling is, how it works, its key advantages and limitations, and when it should be used in CNC machining.
Τι είναι το Climb Milling;
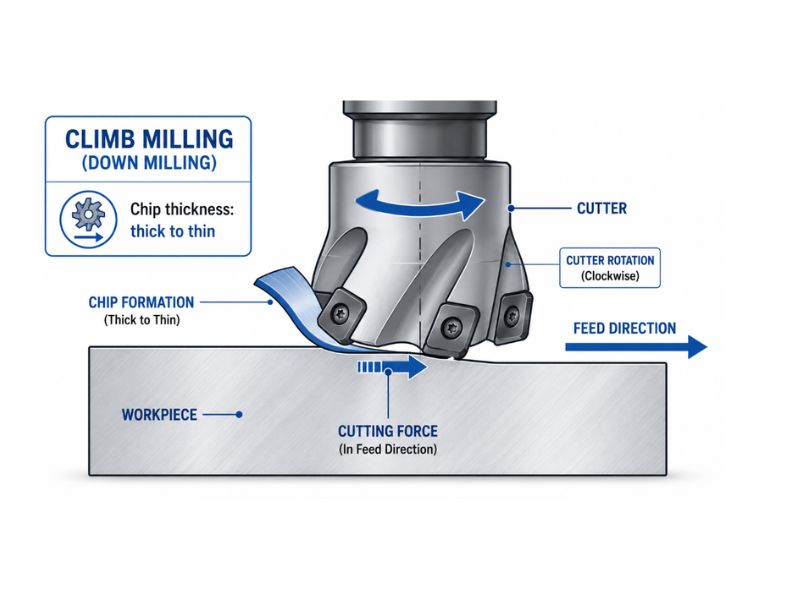
Climb milling, also known as down milling, is a milling process where the cutting tool rotates in the same direction as the workpiece feed. In this cutting method, the cutter “climbs” along the workpiece as it removes material.
In climb milling, the cutting edge enters the material at maximum chip thickness and exits with nearly zero chip thickness. This thick-to-thin chip formation is one of the main reasons climb milling can produce a smoother surface finish and reduce tool wear.
A simple definition is:
Climb milling is a machining process where the cutter rotation moves in the same direction as the workpiece feed, creating a chip that starts thick and becomes thinner as the cutter exits the material.
This cutting action is different from conventional milling, where the cutter rotates against the feed direction and the chip starts thin before becoming thicker.
How Does Climb Milling Work?
To understand climb milling, it is important to look at the relationship between cutter rotation, feed direction, and chip formation.
In climb milling, the cutter rotates in the same direction that the workpiece is being fed. As the cutting edge contacts the material, it immediately takes a strong cut at maximum chip thickness. The chip then becomes thinner as the cutting edge moves through the material and exits the cut.
The process can be explained in several steps:
- The cutter rotates in the same direction as the feed.
- The cutting edge enters the workpiece at maximum chip thickness.
- The chip gradually becomes thinner during the cut.
- Heat is carried away by the chip.
- Chips are pushed behind the cutter instead of being forced in front of it.
- The cutting force tends to pull the workpiece or table toward the cutter.
Because the cutter starts cutting immediately instead of rubbing against the material, climb milling can reduce friction and heat. This helps protect the tool edge and improve the surface quality of the machined part.
Key Features of Climb Milling
Climb milling has several defining characteristics:
- The cutter rotation and feed direction are the same.
- The chip forms from thick to thin.
- The cutting edge engages the material immediately.
- There is less rubbing at the beginning of the cut.
- Chips are usually pushed behind the cutter.
- It often produces a better surface finish.
- It requires a rigid machine and stable workholding.
- It can create backlash problems on older manual machines.
These features make climb milling especially suitable for modern CNC machining, where backlash is controlled and the machine structure is rigid enough to handle the cutting forces.
Πλεονεκτήματα της αναρρίχησης με φρεζάρισμα
Climb milling offers several important benefits for CNC machining. These advantages are the main reason it is commonly used for precision parts, finishing passes, and high-quality machined surfaces.
Καλύτερο φινίρισμα επιφάνειας
One of the biggest advantages of climb milling is improved surface finish. Since the chip starts thick and becomes thinner, the cutting edge shears the material more cleanly. There is less rubbing and less chance of chip recutting.
In many applications, climb milling leaves fewer visible tool marks compared with conventional milling. This makes it a good choice for parts that require a clean appearance, tight surface finish requirements, or final finishing passes.
For CNC machined parts used in aerospace, automotive, medical devices, robotics, and consumer products, surface quality can be just as important as dimensional accuracy. Climb milling helps achieve both when the setup is properly controlled.
Μεγαλύτερη διάρκεια ζωής του εργαλείου
Climb milling can also improve tool life. Because the cutter starts with a real chip instead of rubbing on the workpiece surface, there is less friction at tool entry. Less friction usually means less heat, less edge wear, and a more stable cutting process.
The thick-to-thin chip formation also allows more heat to leave with the chip. This helps reduce thermal stress on the cutting edge.
For shops machining aluminum, brass, plastics, and other non-ferrous materials, climb milling can help reduce tool replacement frequency and improve production efficiency.
Lower Cutting Heat
Heat is one of the main causes of tool wear, poor surface finish, and dimensional instability. Climb milling helps reduce heat because the cutting edge engages the material efficiently and chips carry heat away from the cutting zone.
This is especially helpful when machining heat-sensitive materials such as plastics or soft metals. Excessive heat can cause plastic parts to melt, aluminum chips to stick to the cutter, or thin parts to deform.
With proper coolant, lubrication, or air blast, climb milling can keep the cutting zone cleaner and cooler.
Better Chip Evacuation
In climb milling, chips are usually directed behind the cutter. This helps prevent chips from being recut by the cutting edge.
Chip recutting can scratch the machined surface, damage the tool, and increase cutting heat. By improving chip evacuation, climb milling helps maintain better surface quality and more stable machining performance.
This is particularly useful in slotting, pocketing, contour milling, and high-speed CNC machining, where chip control is critical.
Μειωμένη σκλήρυνση κατά την εργασία
Climb milling can reduce work hardening in certain materials because the cutting edge begins cutting immediately instead of rubbing on the surface. This is important when machining materials such as stainless steel, nickel alloys, or other metals that can harden when subjected to friction and heat.
When work hardening occurs, the next cutting pass becomes more difficult, tool wear increases, and surface quality may decrease. A controlled climb milling strategy can help reduce this risk in suitable conditions.
Better for Finishing Passes
Climb milling is commonly used for finishing operations because it can produce smoother surfaces and more consistent dimensions. A light climb milling finishing pass can remove small tool marks left by roughing and improve the final appearance of the part.
For precision CNC components, climb milling is often used in the final contouring or profiling operation to achieve better accuracy and surface quality.
Disadvantages and Limitations of Climb Milling
Although climb milling has many advantages, it also has some risks. It is not always the safest or best choice, especially on older machines or unstable setups.
Backlash Risk
Backlash is one of the most important concerns in climb milling. Since the cutter tends to pull the workpiece or machine table into the cut, any looseness in the machine feed system can cause sudden movement.
On older manual milling machines, this can be dangerous. The cutter may grab the part, pull the table forward, and create an uncontrolled cut. This can damage the tool, ruin the part, or even create safety risks.
Modern CNC machines usually have backlash compensation and rigid drive systems, making climb milling much safer and more predictable.
Tool Grabbing
Because the cutter enters the material at maximum chip thickness, climb milling can feel more aggressive than conventional milling. If the depth of cut is too heavy, the tool is dull, or the fixture is weak, the cutter may grab the workpiece.
Tool grabbing can lead to chatter, poor surface finish, tool breakage, or dimensional errors. To avoid this, machinists should use proper feeds and speeds, sharp tools, and strong workholding.
Higher Machine Rigidity Requirement
Climb milling requires a rigid machine, stable spindle, secure fixture, and controlled toolpath. If the machine structure is weak or the part is not held firmly, the cutting force may cause movement or vibration.
This is especially important for thin-wall parts, long workpieces, small-diameter tools, and deep cuts. In these cases, even small deflection can affect the final dimensions.
Not Ideal for Rough or Scaled Surfaces
Climb milling is not always the best choice for materials with rough or hard outer layers. Examples include hot-rolled steel, castings, forgings, oxidized surfaces, and materials with scale.
Because the cutter enters at maximum chip thickness, it may strike the hard surface layer aggressively. This can chip the cutting edge or reduce tool life. In these situations, conventional milling may be safer for the first roughing pass, while climb milling can be used later for finishing.
Possible Vibration or Chatter
If the setup is not stable, climb milling may cause chatter. Chatter can leave visible marks on the part, shorten tool life, and reduce machining accuracy.
Common causes include weak fixturing, excessive radial engagement, too much tool overhang, poor tool condition, or incorrect cutting parameters. Reducing the depth of cut, improving workholding, and using a sharper tool can help solve the problem.

When Should You Use Climb Milling?
Climb milling is a good choice when the machining conditions are stable and the goal is to achieve a clean finish, efficient cutting, and longer tool life.
You should consider using climb milling when:
- You are using a modern CNC machine.
- The machine has minimal backlash.
- The workpiece is securely fixtured.
- The setup is rigid and stable.
- You need a smooth surface finish.
- You are performing a finishing pass.
- You are machining aluminum, brass, copper, or plastics.
- You want better chip evacuation.
- You want to reduce tool wear.
- You are machining precision CNC parts.
For many CNC shops, climb milling is the default choice for finishing operations and for machining non-ferrous materials.
When Should You Avoid Climb Milling?
Climb milling should be used carefully or avoided when the machine, material, or setup cannot handle the cutting forces properly.
You should avoid or limit climb milling when:
- The machine is an older manual mill with noticeable backlash.
- The workholding is loose or unstable.
- The material has a hard scale or rough casting skin.
- The cut is heavy and interrupted.
- The part is thin, flexible, or poorly supported.
- The tool tends to pull into the workpiece.
- The machine lacks rigidity.
- The setup produces chatter or vibration.
In these conditions, conventional milling may be safer, especially for roughing or removing hard outer layers.
Climb Milling Applications
Climb milling is used across many CNC machining industries because it can improve surface quality, accuracy, and tool performance.
CNC Μηχανική Αλουμινίου
Aluminum is one of the most common materials for climb milling. The process helps create a clean surface finish, improves chip evacuation, and reduces built-up edge when the right tool and coolant are used.
Μέρη CNC ακριβείας
Climb milling is often used for precision components that require tight tolerances and smooth surfaces. These include brackets, housings, connectors, mounting plates, and custom mechanical parts.
Mold and Die Machining
In mold and die work, surface quality is critical. Climb milling is useful for finishing cavities, contours, profiles, and 3D surfaces where a smooth finish is required.
Αεροδιαστημικά συστατικά
Aerospace parts often require high accuracy, reliable surface quality, and consistent material removal. Climb milling is commonly used in CNC machining of aluminum aerospace components and other precision parts.
Εξαρτήματα αυτοκινήτων
Automotive components such as aluminum housings, brackets, engine parts, and structural components can benefit from climb milling when surface quality and repeatability are important.
Plastic and Non-Ferrous Metal Parts
Climb milling is also suitable for plastics, brass, copper, and other non-ferrous metals. However, heat control is important, especially when machining plastic materials that may soften or melt.
Climb Milling for Different Materials
Different materials respond differently to climb milling. The table below gives a general guide.
Υλικα | Is Climb Milling Suitable? | Σημειώσεις |
Αλουμίνιο | Ναι | Excellent for surface finish and chip evacuation |
Ορείχαλκος | Ναι | Produces clean cuts and good edge quality |
Χαλκός | Ναι | Works well with sharp tools and proper feed |
Πλαστικά είδη | Ναι | Good finish, but heat must be controlled |
Ανοξείδωτο ατσάλι | Εξαρτάται | Good for finishing, but setup must be rigid |
Τιτάνιο | Εξαρτάται | Requires stable machine and correct parameters |
Μαντεμένια | Μερικές φορές | Not ideal for rough casting skin |
Χάλυβας θερμής έλασης | Χρησιμοποιήστε προσεκτικά | Remove scale first or use conservative roughing |
This table should be used as a starting point. The final decision also depends on tool geometry, machine condition, cutting parameters, and part design.
Climb Milling vs Conventional Milling
Although this article focuses on climb milling, it is helpful to understand the basic difference between climb milling and conventional milling.
Παράγοντας | Αναρρίχηση φρεζαρίσματος | Συμβατική άλεση |
Κατεύθυνση τροφοδοσίας | Same as cutter rotation | Opposite to cutter rotation |
Σχηματισμός Τσιπ | Χοντρό έως λεπτό | Λεπτό έως παχύ |
Η επιφάνεια τελειώνει | Συνήθως καλύτερα | Usually rougher |
Tool Life | Συνήθως περισσότερο | Συνήθως πιο κοντό |
Backlash Risk | υψηλότερη | Χαμηλώστε |
Καλύτερη Χρήση | CNC finishing and stable setups | Manual milling or rough surfaces |
In general, climb milling is preferred for modern CNC machining and finishing passes, while conventional milling may be safer for older machines or rough material surfaces.
Is Climb Milling Better for Finishing or Roughing?
Climb milling is generally better for finishing because it produces smoother surfaces, reduces rubbing, and improves chip evacuation. A final climb milling pass can improve surface quality and help achieve tighter dimensional control.
For roughing, climb milling can also be effective on rigid CNC machines. However, when machining rough, scaled, or unstable material surfaces, conventional milling may be safer for the first pass. A common strategy is to use a conservative roughing method first, then use climb milling for the final finishing pass.
Συμπέρασμα
Climb milling is an effective CNC machining strategy that can improve surface finish, extend tool life, reduce heat, and support better chip evacuation. It is especially useful for finishing passes, aluminum machining, and precision CNC parts.
For modern CNC machining, climb milling is often the preferred method when surface quality, accuracy, and efficiency are important.
Need help choosing the right milling strategy for your CNC parts? Upload your drawings or contact our engineering team for a free manufacturability review.




