เกลียวเป็นส่วนที่มีสันของเพลาสกรูหรือโบลต์ที่สามารถขันเข้ากับสิ่งที่มีเกลียวตรงข้ามได้ มีการวัดมาตรฐานที่แตกต่างกันสำหรับ หัวข้อ ทั้งสกรูและโบลต์
การวัดขนาดเกลียว โดยเฉพาะเส้นผ่านศูนย์กลางหลักของเกลียวและระยะพิทช์ เป็นสิ่งจำเป็นในการระบุเกลียวที่ไม่รู้จัก กระบวนการใช้คาลิปเปอร์และเกจวัดระยะพิทช์นั้นง่ายมาก ในคู่มือนี้ ในบทความนี้ เราจะสาธิตเครื่องมือเหล่านี้และวิธีการวัดขนาดเกลียวในระบบการวัดทั้งแบบนิ้วและเมตริก
นอกจากนี้ เรากำลังแนะนำเครื่องทดสอบเกลียวแบบใช้มือล้วนๆ ที่ช่วยลดต้นทุนแรงงาน ปรับปรุงประสิทธิภาพการทำงาน และดำเนินการทดสอบเกลียวที่แม่นยำและมีประสิทธิภาพ
คำแนะนำทั่วไป
• วัดเส้นผ่านศูนย์กลางของสกรู หรือขนาดสกรู โดยวัดความกว้างของส่วนเกลียวของสกรู ซึ่งจะตรงกับตัวเลขแรกของขนาดเกลียว สำหรับนิ้ว เส้นผ่านศูนย์กลางที่เล็กกว่า 1/4 นิ้ว จะระบุด้วยตัวเลขที่อ้างอิงในตารางด้านล่าง (เช่น 8 เท่ากับ 0.164 นิ้ว) สำหรับสกรูเมตริก ตัวเลขนี้คือจำนวนมิลลิเมตรที่นำหน้าด้วยตัวอักษร M (เช่น M6 เท่ากับ 6 มิลลิเมตร)
• วัดระยะห่างของเกลียว ซึ่งตรงกับตัวเลขที่สองของขนาดเกลียว สำหรับนิ้ว ทำได้โดยการนับจำนวนเกลียวเป็นนิ้ว สำหรับสกรูเมตริก นี่คือความยาวเป็นมิลลิเมตรระหว่างเกลียว
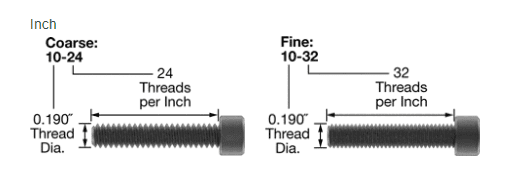
•ขนาดเกลียวนิ้ว ระบุด้วยเส้นผ่านศูนย์กลางและเกลียวต่อนิ้ว เส้นผ่านศูนย์กลางเรียกอีกอย่างว่าขนาดสกรู สำหรับสกรูที่มีเส้นผ่านศูนย์กลางเล็กกว่า 1/4 นิ้ว ขนาดสกรูจะระบุด้วยตัวเลข (เช่น #10 หรือ No.10) ตัวอย่างเช่น สกรู 10-24 มีเส้นผ่านศูนย์กลางเกลียว 0.190 นิ้ว และมีเกลียว 23 เกลียวต่อนิ้ว

เครื่องมือสำหรับวัดขนาดเกลียวและระยะพิทช์
เครื่องมือสามชนิดสำหรับวัดเส้นผ่านศูนย์กลางและระยะห่างหลักของเกลียว ได้แก่ เวอร์เนียร์คาลิปเปอร์ เกจวัดระยะห่าง และไม้บรรทัด
เวอร์เนียคาลิปเปอร์
ไม่มีอะไรจะดีไปกว่าเวอร์เนียร์คาลิปเปอร์ในการวัดเส้นผ่านศูนย์กลางหลักของสกรูยึดแบบเกลียว ไม่ว่าจะเป็นแบบเกลียวในหรือเกลียวนอก แคลมป์เวอร์เนียร์ (รูปที่ 1) ขากรรไกรบนซึ่งอยู่ที่ด้านบนของหัวอุปกรณ์ (A ในรูปที่ 1) ใช้สำหรับวัดเส้นผ่านศูนย์กลางของเกลียวใน ในขณะที่ขากรรไกรล่าง (B ในรูปที่ 1) ใช้สำหรับวัดเส้นผ่านศูนย์กลางของเกลียวนอก สเกลหลัก (C ในรูปที่ 1) ระบุส่วนที่เป็นจำนวนเต็มของการวัด และอาจปรับเทียบเป็นเซนติเมตรหรือนิ้ว ส่วนทศนิยมของการวัดนั้นระบุด้วยสเกลเวอร์เนียร์ ในเครื่องมือรุ่นเมตริก เครื่องหมายแฮชแต่ละอันจะแสดงเป็นหนึ่งมิลลิเมตร ในรุ่นอิมพีเรียล จะมีเครื่องหมายแฮช 0.025 อันต่อนิ้ว โดยแต่ละอันจะแสดงเป็น XNUMX นิ้ว
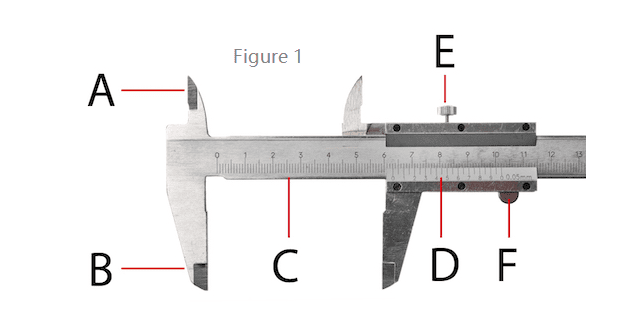
1 รูป: ภาพระยะใกล้ของมาตราส่วนเวอร์เนียร์คาลิปเปอร์ โดยแสดงส่วนต่างๆ เช่น ขากรรไกรบน (A) ขากรรไกรล่าง (B) มาตราส่วนหลัก (C) มาตราส่วนเวอร์เนียร์ (D) สกรูล็อค (E) สกรูหัวแม่มือ (F)
การวัดเกลียวด้วยเวอร์เนียร์คาลิปเปอร์
ในการวัดเส้นผ่านศูนย์กลางหลักของตัวยึดแบบเกลียว จะต้องระบุก่อนว่าเกลียวมีลักษณะเรียวหรือไม่ หากไม่สามารถทำได้ด้วยการตรวจด้วยสายตาเพียงอย่างเดียว ให้ทำการวัด 3 ครั้งโดยให้คาลิปเปอร์วัดที่จุดต่างๆ ตลอดด้านหนึ่งของจุดยอด 4 จุดติดต่อกัน โดยเริ่มจากจุดที่อยู่ใกล้จุดเริ่มต้นมากที่สุด และสิ้นสุดที่จุดที่อยู่ไกลที่สุดจากจุดนั้น เมื่อจุดเหล่านี้มีขนาด รูปร่าง ความยาว ฯลฯ แตกต่างกัน แสดงว่ามีการเรียวที่จุดใดจุดหนึ่งตลอดเกลียวเหล่านั้น แต่ถ้าการวัดทั้งหมดให้ค่าเดียวกัน แสดงว่าเรามีเกลียวที่ตัดตรงที่จุดอื่นระหว่างเกลียวเหล่านั้นด้วย ในกรณีที่มีการเรียว ให้บันทึกค่าที่ใหญ่ที่สุดจากค่าที่ได้มาเมื่อวัดเส้นผ่านศูนย์กลางหลักที่จุดยอดที่ 4 หรือ 5 โดยนับจากปลายด้านใดด้านหนึ่ง มิฉะนั้น ให้บันทึกค่าใดก็ได้สำหรับการตัดตรง
หากคุณกำลังวัดเส้นผ่านศูนย์กลางหลักของเกลียวภายนอก ให้วางปลายขากรรไกรบนยอดของเกลียว หากเป็นเกลียวภายใน ให้วางในร่องแทน สำหรับสลักเกลียว คุณจะต้องวัดความยาวของแกน โดยวัดจากใต้หัวลงมาจนถึงจุดเริ่มต้นของเกลียว ต่อไปนี้คือคำแนะนำทีละขั้นตอนเกี่ยวกับวิธีใช้เวอร์เนียร์คาลิปเปอร์ในการวัดตัวยึดแบบเกลียว:
- วางตัวยึดแบบเกลียวภายนอกไว้ระหว่างขากรรไกรล่าง หรือวางขากรรไกรบนไว้ภายในตัวยึดแบบเกลียวภายใน
- ใช้สกรูหัวแม่มือ (รูปที่ 1 มีข้อความว่า F) เพื่อให้ขากรรไกรสัมผัสกับเกลียว
- เมื่อสัมผัสแล้ว ให้หมุนสกรูล็อค (รูปที่ 1 มีข้อความว่า E) สกรูล็อคจะหยุดการปรับคาลิปเปอร์ในขณะที่กำลังอ่านค่าการวัด
- ดูที่เลข 0 บนมาตรา Vernier ตัวเลขบนมาตราหลักที่เลข 0 ตรงกันจะกำหนดจำนวนเต็มและทศนิยมตัวแรกของการวัด
(มีแนวโน้มว่าเลข 0 จะไม่ตรงกับตัวเลขบนสเกลหลักอย่างสมบูรณ์แบบ แต่จะอยู่ระหว่างตัวเลขสองตัว) - ดูที่เส้นแบ่งบนสเกลเวอร์เนียร์ เส้นแบ่งที่ใกล้เคียงกับเส้นบนสเกลหลักมากที่สุดจะกำหนดทศนิยมที่สองของการวัด
คาลิปเปอร์ในรูปที่ 1 ดูเหมือนจะเปิดออกที่ระยะวัด 6.31 ซม. เลข 0 อยู่ที่ 6.3 และเส้นที่ทำเครื่องหมาย 1 บนสเกลเวอร์เนียร์จะตรงกับเส้นบนสเกลหลักที่ใกล้เคียงที่สุด
การวัดด้ายด้วยไม้บรรทัด
ไม้บรรทัดสามารถวัดเส้นผ่านศูนย์กลางหลักและระยะพิทช์ของเกลียวยึดได้ อย่างไรก็ตาม การวัดแบบนี้ไม่แม่นยำเท่ากับการใช้คาลิปเปอร์ ไม้บรรทัดควรมีความละเอียดสูงและแสดงค่าการวัดได้เป็นเศษส่วนของมิลลิเมตร หากต้องการวัดระยะพิทช์ของเกลียวในสหรัฐอเมริกาหรือแคนาดา ให้วัดจำนวนเกลียวต่อนิ้ว (TPI) หากต้องการวัดระยะพิทช์ของเกลียวเมตริก ให้วัดระยะห่างระหว่างยอดเกลียวสองยอดที่อยู่ติดกัน

การวัดระยะพิทช์ด้วยเกจวัดระยะพิทช์
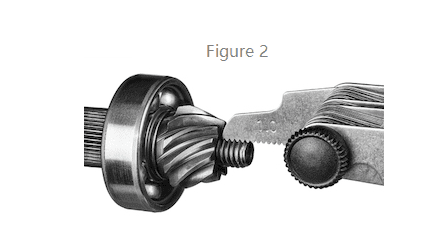
รูปที่ 2 แสดงเกจวัดระยะพิทช์ที่ใช้วัดเกลียว เกจวัดระยะพิทช์อาจเป็นแบบเมตริกหรืออิมพีเรียลก็ได้ เกจวัดระยะพิทช์จะมีแผ่นกระดาษหลายแผ่นที่มีหมายเลขประทับอยู่ ตัวเลขจะระบุระยะพิทช์ เมื่อระบุเกลียวที่ไม่รู้จัก สิ่งสำคัญคือต้องมีเกจวัดระยะพิทช์แบบอิมพีเรียลและแบบเมตริก เนื่องจากเกลียวแบบเมตริกและแบบอิมพีเรียลมีความคล้ายคลึงกัน ซึ่งอาจส่งผลให้เกิดผลบวกปลอมได้ ตัวอย่างเช่น เกจวัดระยะพิทช์แบบเมตริกอาจดูเหมือนตรงกับเกลียวแบบอิมพีเรียลบางเส้น เกจวัดระยะพิทช์แบบอิมพีเรียลจะมีความใกล้เคียงกว่าและให้ระยะพิทช์ที่ถูกต้อง
ต่อไปนี้ เราขอแนะนำเครื่องมือตรวจสอบเกลียวที่เราออกแบบและพัฒนาขึ้นโดยอิสระ ซึ่งช่วยประหยัดแรงงานได้เป็นอย่างมาก และช่วยปรับปรุงประสิทธิภาพและความแม่นยำของการตรวจสอบ และได้รับการประเมินและยกย่องอย่างสูงในอุตสาหกรรม
วีดีโออธิบายการวัดเกลียว

คำถามที่พบบ่อย
1、M10 บนสลักเกลียวหมายถึงอะไร?
เกลียวเมตริกจะถูกกำหนดโดยใช้อักษร M ตัวใหญ่บวกกับตัวระบุเส้นผ่านศูนย์กลางภายนอกที่กำหนดและระยะพิทช์: สลักเกลียวนี้คือ M10 x 1.5 ซึ่งหมายความว่าเส้นผ่านศูนย์กลางภายนอกคือ 10 มม. และเกลียวมีระยะห่างกัน 1.5 มม. (ระยะพิทช์เกลียวที่พบบ่อยที่สุดสำหรับ M10)
2、ฉันจะรู้ได้อย่างไรว่าสลักเกลียวของฉันเป็น M10 หรือ M12
โดยทั่วไปแล้ว ตัวยึดแบบตัวผู้ M10 จะมีระยะห่างจากสันถึงสันประมาณ 1.5 มม. หรือ 1.25 มม. ส่วนตัวยึดแบบตัวผู้ M12 จะมีระยะห่างจากสันถึงสันประมาณ 1.75 มม. หรือ 1.5 มม.
3、คุณแยกความแตกต่างระหว่างสลักเกลียว M8, M10 และ M12 ได้อย่างไร
วัดขนาด M8 มีเส้นผ่านศูนย์กลาง 8 มม. M10 มีเส้นผ่านศูนย์กลาง 10 มม. และ M12 มีเส้นผ่านศูนย์กลาง 12 มม.
4、M10 คือ 18มม.ใช่ไหม?
สำหรับเจาะรูลึกสำหรับหัวสกรูหัวหกเหลี่ยม เหมาะสำหรับการเจาะเหล็ก (เหล็กอ่อนแม่เหล็ก เหล็กโครงสร้าง เหล็กกล้าคาร์บอนและเหล็กอัลลอยด์) และวัสดุสังเคราะห์
5、เกลียว M10 1.5 หมายถึงอะไร?
M10-1.50 เป็นเกลียวหยาบ ส่วน M10-1.25 เป็นเกลียวละเอียด เหตุผลก็คือในสลักเกลียวแบบเกลียวเมตริก เกลียวจะวัดจากระยะห่างระหว่างเกลียว ดังนั้นในสลักเกลียว M10-1.50 เกลียวหยาบ เกลียวจะยาว 1.50 มม. และเกลียวละเอียดจะยาว 1.25 มม.
6,Thread Checker คืออะไร?
เครื่องตรวจสอบเกลียวแบบออริจินัล – เครื่องตรวจสอบเกลียวที่แม่นยำและใช้งานง่ายสำหรับทั้งน็อตและสลักเกลียว เกจวัดแต่ละเกจมีสตั๊ดเกลียวตัวผู้ด้านหนึ่งและรูเกลียวตัวเมียอีกด้านหนึ่ง เครื่องตรวจสอบเกลียวเหมาะเป็นพิเศษสำหรับแยกแยะระหว่างเกลียวนิ้วและเกลียวเมตริกที่คล้ายกัน




