سباكه المعادن هي عملية معقدة تتضمن معالجة المعدن المنصهر بالضغط العالي، لذا فهي عرضة لمواقف غير متوقعة قد تؤثر على جودة المنتج النهائي. هذه المشاكل تلخص عيوب الصب وتصبح مصدر قلق كبير للمصنعين.
كامل صب الإنتاج عملية معقدة تتضمن خطوات متعددة، ويختلف المستوى الفني لكل عملية بشكل كبير. يؤثر مستوى مهارة المشغل وإدارة الجودة وحالة المعدات بشكل مباشر على الجودة النهائية لعملية الصب. ويهدف هذا الدليل الشامل إلى التعمق في الأنواع المختلفة لعيوب الصب، وتسليط الضوء على المشكلات الشائعة التي تمت مواجهتها أثناء عملية الصب.
أنواع عيوب الصب
يمكن أن تظهر عيوب الصب في أشكال مختلفة، يمثل كل منها تحديات فريدة للمصنعين.
عيوب السطح
تحدث عيوب السطح على السطح الخارجي للمنتج المصبوب ويمكن أن تؤثر بشكل كبير على مظهره ووظيفته.
1.الثقوب

أسباب الثقوب
- عدم كفاية تهوية القالب:يمكن أن يؤدي عدم كفاية التهوية في القالب إلى انحباس الغازات، وتشكيل ثقوب أثناء التصلب.
- سوء تفريغ الغاز من المعدن المنصهر:تساهم الإزالة غير الكاملة للغازات من المعدن المنصهر قبل الصب في تكوين الثقب.
- الرطوبة في صب الرمل:يمكن أن يؤدي محتوى الرطوبة المفرط في رمل التشكيل إلى توليد البخار أثناء الصب، مما يؤدي إلى إنشاء ثقوب.
الحلول
- تحسين تنفيس القالب: تعزيز تصميم فتحات القالب لتسهيل خروج الغازات أثناء عملية الصب.
- تقنيات التفريغ الفعالة:تنفيذ طرق تفريغ قوية لإزالة الغازات من المعدن المنصهر قبل الصب.
- الأمثل صب الرمل:التحكم ومراقبة محتوى الرطوبة في رمل التشكيل لمنع تكوين البخار والثقوب اللاحقة.
2. الإغلاقات الباردة
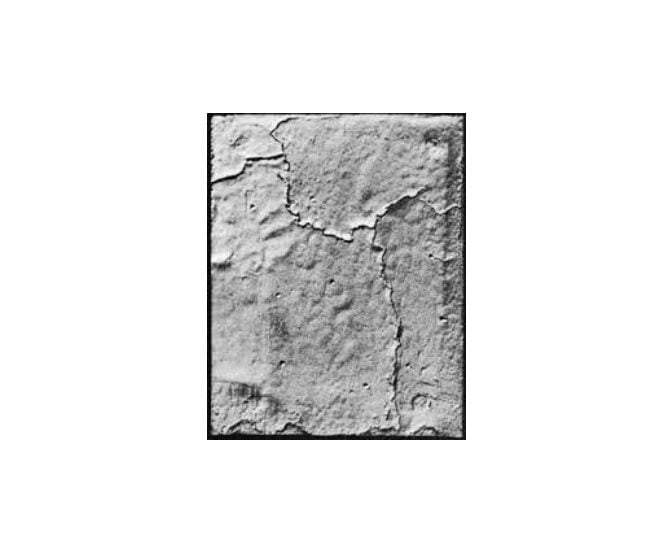
تحدث الإغلاقات الباردة أو الخطوط أو اللحامات المرئية على سطح المعدن المصبوب عندما يفشل المعدن المنصهر في الاندماج بشكل صحيح أثناء الصب.
أسباب الإغلاق البارد
- درجة حرارة صب غير كافية:يمكن أن تؤدي درجة حرارة المعدن المنصهر غير الكافية إلى اندماج غير كامل أثناء عملية الصب.
- تصميم البوابات الضعيف:يمكن أن يؤدي التصميم غير المناسب لنظام البوابات إلى تدفق معدني غير متساوٍ، مما يساهم في الإغلاق البارد.
- تعبئة القالب بشكل غير لائق:يمكن أن تؤدي المشكلات في عملية ملء القالب، مثل الاضطراب أو الانقطاع، إلى اندماج غير كامل.
الحلول
- درجة حرارة الصب المثالية:تأكد من أن درجة حرارة المعدن المنصهر مناسبة للصب المحدد لتحقيق الانصهار المناسب.
- نظام البوابات المصمم جيدًا:قم بتطوير نظام بوابة فعال يعزز التدفق المعدني ويقلل من احتمالية الإغلاق البارد.
- ملء القالب بعناية:تنفيذ التدابير اللازمة لضمان عملية ملء القالب على نحو سلس ودون انقطاع لتعزيز الانصهار.
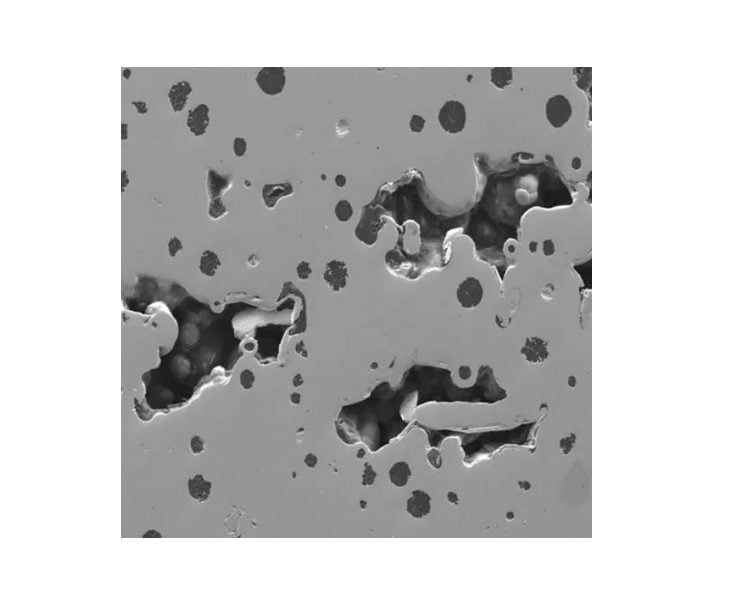
تتضمن مسامية الغاز وجود فقاعات غازية صغيرة داخل المعدن المصبوب، مما يؤثر على سلامته الهيكلية.
أسباب مسامية الغاز
- الرطوبة في صب الرمل:يمكن أن يؤدي ارتفاع نسبة الرطوبة في رمل التشكيل إلى توليد الغاز أثناء التصلب.
- تهوية غير كافية:يؤدي سوء التهوية في القالب إلى تقييد خروج الغازات، مما يساهم في انحباسها.
- تفاعل المعدن المنصهر:يمكن أن تتفاعل بعض المعادن مع الرطوبة أو الملوثات الأخرى، مما يؤدي إلى إنتاج فقاعات الغاز.
الحلول
- محتوى الرطوبة المتحكم فيه:مراقبة والتحكم في محتوى الرطوبة في صب الرمل لتقليل تكوين الغاز.
- تحسين تنفيس القالب:تعزيز تنفيس القالب للسماح بالإخلاء الفعال للغازات أثناء التصلب.
- معالجة المعادن:ضع في اعتبارك استخدام المواد المضافة أو المعالجات لتقليل تفاعل المعدن المنصهر ومنع تكوين فقاعات الغاز.
عيوب الأبعاد
يمكن أن تؤثر عيوب الأبعاد في الصب، مثل الانكماش والاعوجاج، بشكل كبير على شكل المنتج النهائي وسلامته.
1- التقلص

الانكماش هو عيب شائع في الأبعاد يتميز بانخفاض حجم أو حجم المعدن المصبوب أثناء تجميده.
أسباب الانكماش
- انكماش التصلب: يخضع المعدن لتخفيض الحجم أثناء تحول الطور من السائل إلى الصلب.
- انكماش معدن التبريد: عندما يبرد المعدن، فإنه ينكمش، مما يؤدي إلى مزيد من الانكماش.
- التغذية غير الكافية:عدم كفاية تغذية المعدن المنصهر لتعويض الانكماش أثناء التصلب.
الحلول
- الناهضون وأنظمة التغذية:تنفيذ أنظمة ناهضة وتغذية مصممة تصميماً جيداً لتوفير معدن منصهر إضافي لتعويض الانكماش.
- التبريد المناسب:التحكم في معدل التبريد لتقليل الانكماش المفاجئ، مما يقلل من الانكماش الإجمالي.
- تصميم الصب الأمثل:قم بتصميم الصب مع مراعاة السماكة الموحدة لتقليل التبريد والانكماش التفاضلي.
2. تزييفها
الاعوجاج هو تشويه أو تشوه المعدن المصبوب، مما يؤدي إلى أشكال غير منتظمة أو أسطح غير مستوية.
أسباب الاعوجاج
- التبريد غير الموحد: تؤدي معدلات التبريد التفاضلية عبر عملية الصب إلى تقلصات غير متساوية، مما يتسبب في الاعوجاج.
- الضغوط المتبقية:التوزيع غير المتساوي للضغوط أثناء التبريد يؤدي إلى تزييفها.
- الدعم غير الكافي أثناء التبريد:يساهم الدعم أو القيود غير المناسبة أثناء مرحلة التبريد في حدوث التشويه.
الحلول
- معدل التبريد الموحد:تأكد من معدل تبريد ثابت عبر عملية الصب بأكملها لمنع الانكماشات التفاضلية والتشويه اللاحق.
- المعالجة الحرارية لتخفيف التوتر:إدخال عمليات معالجة حرارية يتم التحكم فيها لتخفيف الضغوط المتبقية وتقليل الاعوجاج.
- دعم الصب المناسب:تصميم نظام دعم مناسب للصب أثناء مرحلة التبريد لمنع التشوه.
العيوب الداخلية
تشكل العيوب الداخلية في عملية الصب تحديات كبيرة للسلامة الهيكلية ووظيفة المنتج النهائي. ومن الأهمية بمكان الخوض في تفاصيل هذه العيوب، بما في ذلك الادراج، والثقوب، والدموع الساخنة، من أجل فهم أصولها وتنفيذها بشكل فعال.
1. الادراج
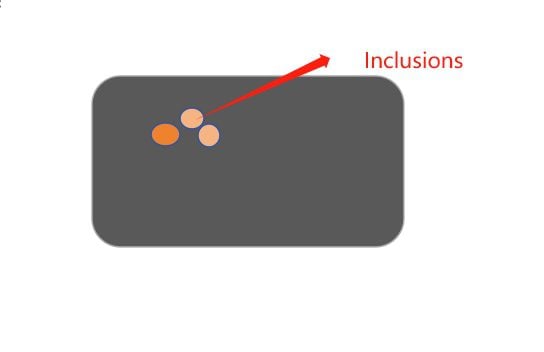
الشوائب هي جزيئات أو مواد غريبة تصبح محاصرة داخل المعدن المصبوب أثناء عملية الصب. يمكن أن تتراوح هذه الشوائب من الأكاسيد والمواد غير المعدنية إلى الرمل والجسيمات المقاومة للحرارة. يؤدي وجود شوائب إلى إضعاف الخواص الميكانيكية للمعدن، مما يؤدي إلى انخفاض القوة وربما التأثير على تشطيب السطح.
أسباب الادراج
- المواد الخام الملوثة:يؤدي استخدام المواد الخام غير النقية أو الملوثة إلى إدخال عناصر غريبة إلى المعدن المنصهر، مما يؤدي إلى ظهور شوائب.
- تدهور المواد المقاومة للحرارة:إذا تحللت المواد المقاومة للحرارة المبطنة للقالب أو البوتقة، فيمكن أن تختلط جزيئات هذه المواد مع المعدن المنصهر، مما يسبب شوائب.
- التفريغ غير الكامل:الغازات الموجودة في المعدن المنصهر، إذا لم تتم إزالتها بشكل مناسب من خلال عمليات التفريغ، يمكن أن تشكل فقاعات وشوائب أثناء التصلب.
الحلول
- مواد خام عالية الجودة:ضمان استخدام مواد خام نقية وعالية الجودة لتقليل مخاطر التلوث والشوائب.
- الصيانة الدورية للحراريات:فحص وصيانة المواد المقاومة للحرارة بشكل دوري لمنع تحللها ودخول الجزيئات إلى المعدن المنصهر.
- تقنيات التفريغ الفعالة:قم بتنفيذ طرق تفريغ متقدمة، مثل تفريغ الغاز بالتفريغ أو الغاز الخامل، لإزالة الغازات تمامًا وتقليل احتمالية وجود شوائب الغاز.
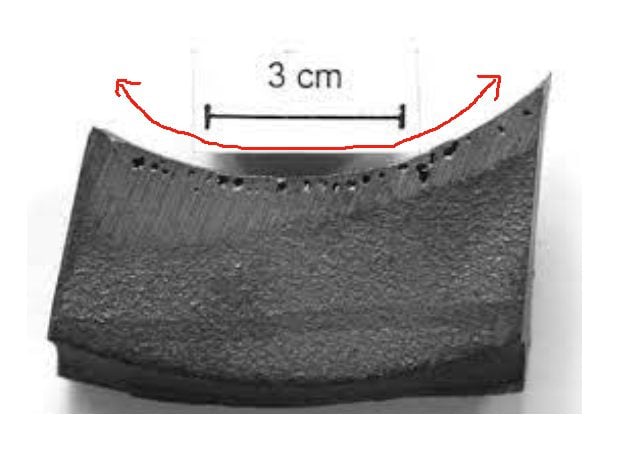
2.الثقوب

فتحات النفخ هي تجاويف أو فراغات تتشكل داخل المعدن المصبوب بسبب انحباس الغازات أثناء عملية التصلب. يمكن أن تختلف هذه التجاويف في الحجم والتوزيع، مما يؤثر على المظهر والخواص الميكانيكية للمنتج النهائي.
أسباب الثقوب
- انحباس الغاز:يمكن أن يؤدي عدم كفاية التهوية وتفريغ الغاز أثناء عملية الصب إلى انحباس الغازات في المعدن المنصهر، مما يسبب فتحات النفخ.
- الرطوبة في صب الرمل:يمكن أن يؤدي محتوى الرطوبة المفرط في رمل التشكيل إلى توليد البخار أثناء الصب، مما يساهم في تكوين فتحات النفخ.
- تنفيس القالب بشكل غير لائق:إذا تم تصميم نظام تنفيس القالب بشكل سيء، فإنه يمكن أن يحد من هروب الغازات، مما يؤدي إلى تطوير فتحات النفخ.
الحلول
- تعزيز التهوية والتفريغ:تحسين أنظمة تنفيس القالب وتقنيات التفريغ لإزالة الغازات بشكل فعال من المعدن المنصهر.
- الأمثل صب الرمل:التحكم في مستويات الرطوبة في رمل القالب لتقليل توليد البخار وفتحات النفخ اللاحقة.
- تصميم مناسب لتنفيس القالب:التأكد من التصميم المناسب ووضع فتحات العفن لتسهيل خروج الغازات ومنع فتحات النفخ.
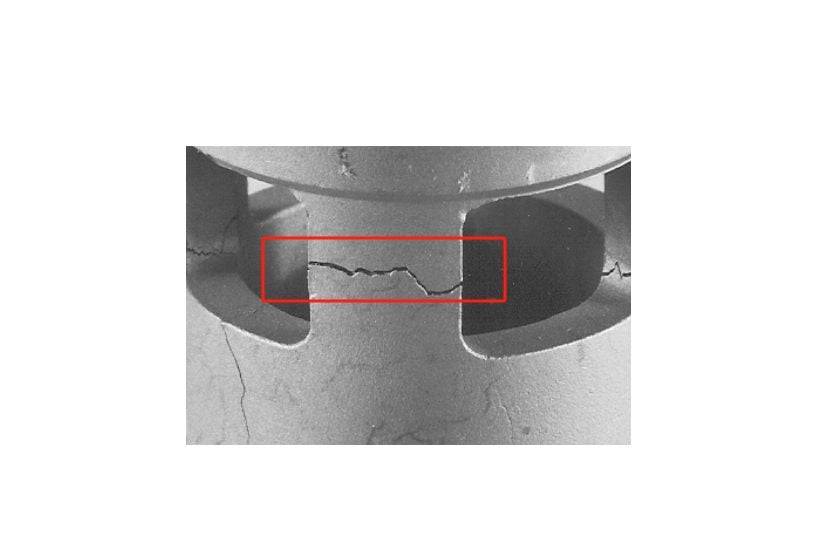
3. الدموع الساخنة

التمزقات الساخنة، والمعروفة أيضًا باسم كسور الإجهاد، هي شقوق أو كسور داخلية تحدث في القالب بسبب التبريد والتصلب غير المتساوي.
أسباب الدموع الساخنة
- معدلات التبريد التفاضلية:تؤدي الاختلافات في معدلات التبريد عبر عملية الصب إلى حدوث ضغوط حرارية، مما يؤدي إلى تطور التمزقات الساخنة.
- التبريد المقيد:يساهم عدم كفاية الانكماش أو الدعم غير الكافي أثناء مرحلة التبريد في تكوين الدموع الساخنة.
- خصائص المواد غير كافية:يمكن أن تؤدي خصائص المواد الرديئة، مثل انخفاض الليونة، إلى جعل الصب عرضة للتمزقات الساخنة.
الحلول
- ظروف التبريد التي تسيطر عليها:تنفيذ عمليات تبريد موحدة ومنضبطة لتقليل معدلات التبريد التفاضلية وتخفيف مخاطر التمزقات الساخنة.
- دعم الصب المناسب:تصميم نظام دعم مناسب لمنع القيود والسماح بالتبريد الموحد، مما يقلل من احتمالية التمزقات الساخنة.
- اختيار المواد الأمثل:اختر المواد ذات الخصائص المناسبة، بما في ذلك الليونة الكافية، لمقاومة تطور التمزقات الساخنة.
عيوب المواد العفن
بالإضافة إلى العيوب الداخلية والسطحية في المسبوكات، يمكن أن تؤثر عيوب مادة القالب أيضًا على جودة المنتج النهائي.
1. تآكل العفن

تآكل العفن هو عيب يتميز بالتآكل التدريجي لمادة القالب خلال دورات الصب المتعاقبة. يمكن أن يؤدي هذا التآكل إلى فقدان أبعاد القالب وتشطيب السطح.
أسباب تآكل العفن
- ارتفاع درجة الحرارة وإثارة المعادن:يمكن أن يؤدي المعدن المنصهر عند درجات حرارة مرتفعة مع تدفق المعدن المضطرب إلى تسريع تآكل العفن.
- الطبيعة الكاشطة للمعدن المنصهر: يمكن لبعض المعادن، وخاصة تلك التي تحتوي على شوائب كاشطة، أن تساهم في زيادة التآكل على سطح القالب.
- طلاء العفن غير كاف:يمكن أن تؤدي طبقات القالب غير الكافية أو المتدهورة إلى تعريض مادة القالب للتلامس المباشر مع المعدن المنصهر، مما يؤدي إلى التآكل.
الحلول
- ظروف الصب الأمثل:التحكم في درجة حرارة الصب وتدفق المعدن لتقليل تأثير الكشط على القالب.
- استخدام الطلاءات العفن المرنة:قم بتطبيق وصيانة طبقات العفن عالية الجودة لإنشاء حاجز وقائي بين القالب والمعادن المنصهرة.
- صيانة دورية:فحص وتجديد القوالب بشكل دوري لمعالجة أي علامات تآكل ومنع تطورها.
2. تكسير العفن
أسباب تكسير العفن
- الضغوط الحرارية:يمكن أن يؤدي التبريد السريع وغير المتساوي للقالب إلى حدوث ضغوط حرارية، مما يؤدي إلى تكوين الشقوق.
- التسخين غير الكافي للقالب:التسخين غير الكافي للقالب يمكن أن يؤدي إلى صدمة حرارية، مما يسبب التشقق أثناء الصب.
- التعب المادي:يمكن أن يؤدي تكرار التدوير الحراري والتعرض للمعادن المنصهرة إلى إجهاد مادة القالب، مما يساهم في حدوث التشقق.
الحلول
- معدلات التبريد التي يمكن التحكم فيها:تنفيذ عمليات تبريد موحدة ومنضبطة لتقليل الضغوط الحرارية وتقليل احتمالية تشقق العفن.
- التسخين السليم للقالب:ضمان التسخين الكافي للقالب للحد من الصدمة الحرارية والتكسير المرتبط بها.
- اختيار المواد:اختر مواد القالب ذات الثبات الحراري الكافي ومقاومة التعب للتخفيف من التشقق.
3. تورم العفن
يشير تورم القالب إلى تمدد أو تشوه مادة القالب أثناء عملية الصب، مما يؤدي إلى عدم الدقة في أبعاد المنتج النهائي.
أسباب تورم العفن
- التفاعل مع المعدن المنصهر:قد تتفاعل بعض مواد العفن مع معادن معينة، مما يسبب التورم أو التشوه.
- التبريد غير الكافي: يمكن أن يساهم التبريد غير الكافي للقالب أثناء عملية الصب في زيادة امتصاص الحرارة والتورم.
- تدهور المواد: التعرض المستمر للمعدن المنصهر يمكن أن يؤدي إلى تحلل مادة القالب، مما يؤدي إلى التورم.
الحلول
- اختبار التوافق:تأكد من التوافق بين مادة القالب والمعدن المصبوب لمنع التفاعلات الضارة التي تؤدي إلى التورم.
- التبريد الأمثل:تنفيذ استراتيجيات تبريد فعالة للحفاظ على السلامة الهيكلية للقالب ومنع امتصاص الحرارة المفرط.
- الفحص الدوري والاستبدال:قم بفحص القوالب بشكل دوري بحثًا عن علامات التدهور واستبدالها حسب الحاجة لمنع التورم.
الوقاية ومراقبة الجودة
يتضمن ضمان جودة المسبوكات مجموعة من التدابير الوقائية وإجراءات مراقبة الجودة الصارمة وتقنيات الفحص المتقدمة.
تقنيات الصب المتقدمة
تلعب تقنيات الصب المتقدمة دورًا محوريًا في تعزيز الجودة الشاملة والكفاءة والدقة في عملية الصب. تستفيد هذه التقنيات من الأساليب المتطورة لمواجهة التحديات المشتركة وتحسين إنتاج المسبوكات عالية الجودة.
1. التصميم بمساعدة الحاسوب (CAD) والمحاكاة
يسمح التصميم بمساعدة الكمبيوتر (CAD) بإنشاء نماذج رقمية مفصلة ودقيقة لمكونات الصب. من خلال المحاكاة، يمكن للمصنعين تحليل كيفية تدفق المعدن المنصهر، وتصلبه، واحتمالية تشكل العيوب. يتيح هذا الفهم الوقائي إجراء تعديلات على التصميم قبل بدء عملية الصب المادية، مما يقلل من احتمالية حدوث العيوب.
2. الطباعة ثلاثية الأبعاد في أنماط الصب
تتيح تقنية الطباعة ثلاثية الأبعاد إنتاج أنماط صب معقدة بدقة عالية. لا تعمل هذه الطريقة على تسريع عملية صنع الأنماط فحسب، بل تسمح أيضًا بإنشاء أشكال هندسية معقدة قد تشكل تحديًا مع الطرق التقليدية. تساهم دقة النمط المحسنة في تقليل عيوب الصب بشكل عام.
كيفية الكشف بشكل عام عن العيوب الداخلية في المسبوكات؟
عادةً ما يستخدم اكتشاف العيوب الداخلية في المسبوكات طرق اختبار غير مدمرة مختلفة. يمكن أن تساعد هذه الطرق في العثور على مشكلات مختلفة في المسبوكات، مثل المسام وشوائب الخبث والشقوق وما إلى ذلك. فيما يلي بعض الطرق الشائعة لاكتشاف العيوب الداخلية في المسبوكات:
تقنيات التفتيش |
|
التفتيش بالأشعة السينية | وهذا فعال للغاية في اكتشاف العيوب ذات الاختلافات الكبيرة في الكثافة (مثل المسام، وشوائب الخبث، وما إلى ذلك). |
اختبار الموجات فوق الصوتية (UT) | تستخدم الموجات فوق الصوتية للكشف عن العيوب المختلفة داخل المسبوكات مثل المسام وشوائب الخبث والشقوق وغيرها |
اختبار الجسيمات المغناطيسية (MT) | من خلال تطبيق أو رش الجزيئات المغناطيسية بمجال مغناطيسي مطبق، يمكن ملاحظة تراكم الجزيئات المغناطيسية بسبب الشقوق للعثور على العيوب. |
اختبار التيار إيدي (ET) | من خلال إدخال التيار المتردد على سطح الصب ومراقبة التغيرات في التيار الدوامي للكشف عن العيوب السطحية والقريبة من السطح. |
اختبار التصوير الشعاعي (RT) | يشبه اختبار الأشعة السينية، ولكنه يستخدم المجال المغناطيسي الشعاعي. هذه الطريقة فعالة أيضًا في اكتشاف العيوب مثل الشقوق. |
التصوير المقطعي (CT) | يستخدم الأشعة السينية أو مصادر الأشعة الأخرى لإنشاء صور مقطعية ثلاثية الأبعاد من خلال الإسقاط من زوايا متعددة. وهذا مفيد للكشف عن الهياكل الداخلية المعقدة والعيوب الصغيرة. |
خاتمة
عيوب الصب هي مخالفات غير مرغوب فيها تحدث أثناء عملية صب المعادن. تزيد العيوب من تكاليف التصنيع والنفايات ويمكن أن تتسبب في فشل المنتجات والأجزاء في الأداء كما هو مصمم. بعد فهم عيوب الأنواع المختلفة من المسبوكات وأسباب تكوينها، من الضروري منع عيوب الصب مسبقًا.




