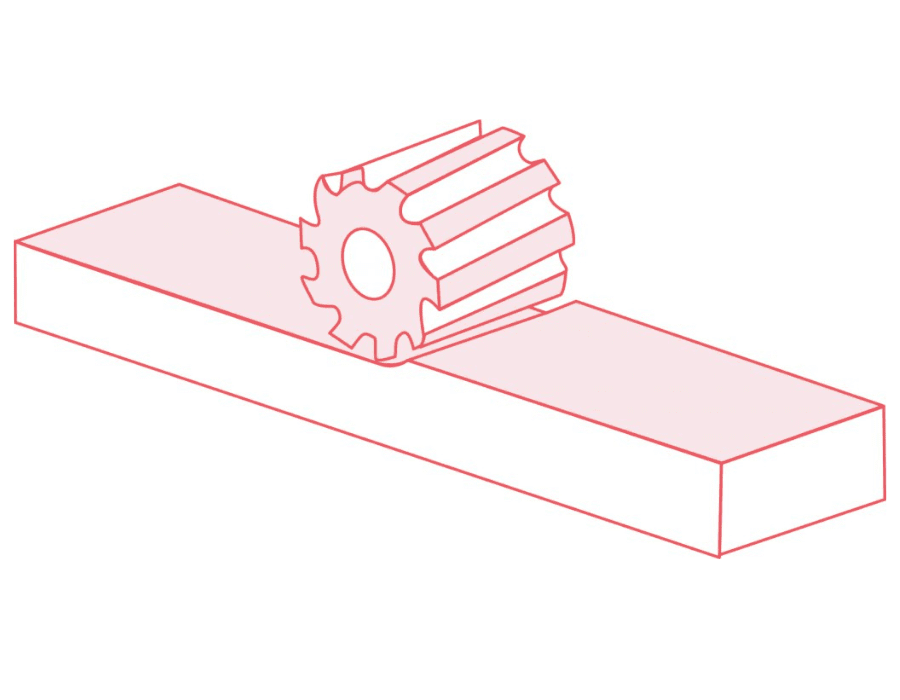
പ്ലെയിൻ മില്ലിംഗ് എന്താണ്?
ലളിതമായി പറഞ്ഞാൽ, പരന്നതും തിരശ്ചീനവുമായ പ്രതലങ്ങൾ സൃഷ്ടിക്കുന്നതിനുള്ള അടിസ്ഥാന യന്ത്ര പ്രക്രിയയാണ് പ്ലെയിൻ മില്ലിംഗ്. സ്ലാബ് മില്ലിംഗ് അല്ലെങ്കിൽ സർഫസ് മില്ലിംഗ് എന്നും അറിയപ്പെടുന്ന ഇത് മെറ്റീരിയൽ നീക്കം ചെയ്യുന്നതിന് ഒരു കറങ്ങുന്ന കട്ടറിന്റെ ചുറ്റളവ് ഉപയോഗിക്കുന്നു. ഉപകരണത്തിന്റെ അവസാന മുഖം ഉപയോഗിക്കുന്ന ഫെയ്സ് മില്ലിംഗിൽ നിന്ന് വ്യത്യസ്തമായി, കട്ടറിന്റെ ചുറ്റളവിൽ സ്ഥിതിചെയ്യുന്ന പല്ലുകളിലാണ് കട്ടിംഗ് പ്രവർത്തനം നടക്കുന്നത് എന്നതാണ് ഇതിന്റെ പ്രധാന സവിശേഷത. ഇത് ഉപയോഗിക്കുന്നത് പോലെ കരുതുക വശം പാളികൾ നീക്കം ചെയ്യുന്നതിനുള്ള ഉപകരണത്തിന്റെ, ഒരു വർക്ക്പീസിൽ വലുതും മിനുസമാർന്നതുമായ തലങ്ങൾ നിർമ്മിക്കുന്നതിന് അനുയോജ്യമാണ്.
ഉപകരണങ്ങളും ഉപകരണങ്ങളും തിരഞ്ഞെടുക്കുന്നതിനുള്ള ഗൈഡ്
മില്ലിങ് മെഷീൻ തരങ്ങളും തിരഞ്ഞെടുപ്പും
തിരശ്ചീന vs. ലംബ മില്ലിങ് മെഷീനുകൾ
- പ്ലെയിൻ മില്ലിംഗിന് ഏറ്റവും അനുയോജ്യമായത് തിരശ്ചീന മില്ലുകളാണ്. വലിയ പ്രതലങ്ങളിൽ കനത്ത വസ്തുക്കൾ നീക്കം ചെയ്യുന്നതിനായി അവയുടെ രൂപകൽപ്പന മികച്ച കാഠിന്യവും ശക്തിയും നൽകുന്നു, ഇത് സ്ലാബ് മില്ലിംഗ് പ്രവർത്തനങ്ങൾക്ക് അനുയോജ്യമാക്കുന്നു.
- വെർട്ടിക്കൽ മില്ലുകൾ വളരെ വൈവിധ്യമാർന്നതും സാധാരണവുമാണ്. ഒരു ഫെയ്സ് മിൽ അല്ലെങ്കിൽ ഷെൽ മിൽ ഉപയോഗിച്ച് അവയ്ക്ക് പ്ലെയിൻ മില്ലിംഗ് നടത്താൻ കഴിയും, എന്നാൽ തിരശ്ചീന സജ്ജീകരണങ്ങളുമായി താരതമ്യപ്പെടുത്തുമ്പോൾ ഏറ്റവും വിശാലമായ കട്ടുകൾക്ക് അവ ഒപ്റ്റിമൽ കുറവായിരിക്കാം.
- യൂണിവേഴ്സൽ മിൽസിൽ തിരിക്കാൻ കഴിയുന്ന ഒരു ടേബിൾ ഉണ്ട്, ഇത് സങ്കീർണ്ണമായ കോണുകൾക്കും ഹെലിക്കൽ മില്ലിംഗ് പ്രവർത്തനങ്ങൾക്കുമായി മൾട്ടി-ആക്സിസ് മെഷീനിംഗ് പ്രാപ്തമാക്കുന്നു, ഇത് ഗണ്യമായ വഴക്കം നൽകുന്നു.
CNC vs. മാനുവൽ മെഷീൻ പരിഗണനകൾ
- ഓട്ടോമേഷനും കൃത്യതയും: ഉയർന്ന അളവിലുള്ള ഉൽപാദന പ്രവർത്തനങ്ങൾക്ക് സിഎൻസി മെഷീനുകൾ സമാനതകളില്ലാത്ത ഓട്ടോമേഷൻ, ആവർത്തനക്ഷമത, കൃത്യത എന്നിവ വാഗ്ദാനം ചെയ്യുന്നു.
- ചെലവും വൈദഗ്ധ്യവും: മാനുവൽ മില്ലുകൾക്ക് മുൻകൂർ ചെലവ് കുറവാണ്, പ്രോട്ടോടൈപ്പുകൾക്ക് മികച്ചതാണ്, പക്ഷേ കൂടുതൽ ഓപ്പറേറ്റർ വൈദഗ്ദ്ധ്യം ആവശ്യമാണ്, ബാച്ച് ഉൽപാദനത്തിന് വേഗത കുറവാണ്.
- തിരഞ്ഞെടുക്കൽ മാനദണ്ഡം: തിരഞ്ഞെടുക്കൽ ആത്യന്തികമായി ഉൽപ്പാദന അളവ്, ആവശ്യമായ കൃത്യത, വർക്ക്പീസ് വലുപ്പം, ലഭ്യമായ ബജറ്റ്, ഓപ്പറേറ്റർ വൈദഗ്ദ്ധ്യം എന്നിവയെ ആശ്രയിച്ചിരിക്കുന്നു.
പ്ലെയിൻ മില്ലിംഗ് കട്ടർ തരങ്ങളും തിരഞ്ഞെടുപ്പും
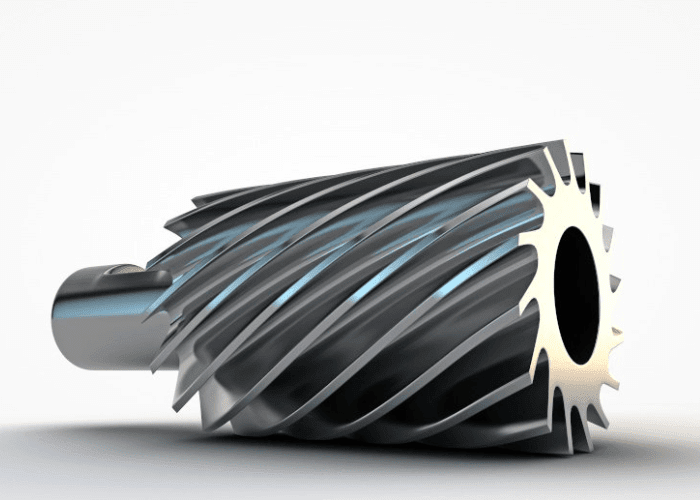
ഹെവി-ഡ്യൂട്ടി പ്ലെയിൻ മില്ലിംഗ് കട്ടറുകൾ
സ്വഭാവഗുണങ്ങൾ: ഉയർന്ന ഹെലിക്സ് ആംഗിൾ (25-45°), കുറച്ച് പല്ലുകൾ, കാര്യക്ഷമമായ ചിപ്പ് ഒഴിപ്പിക്കലിനായി വലിയ ചിപ്പ് ഗല്ലറ്റുകൾ എന്നിവ ഇതിന്റെ സവിശേഷതയാണ്.
ആപ്ലിക്കേഷനുകൾ: സ്ട്രക്ചറൽ സ്റ്റീൽ, കാസ്റ്റ് ഇരുമ്പ് പോലുള്ള കടുപ്പമുള്ള വസ്തുക്കളിൽ ആക്രമണാത്മകമായ റഫിംഗ് പ്രവർത്തനങ്ങൾക്കും ഉയർന്ന മെറ്റീരിയൽ നീക്കംചെയ്യൽ നിരക്കുകൾക്കും (MRR) പ്രാഥമികമായി രൂപകൽപ്പന ചെയ്തിരിക്കുന്നു.
പ്രകടനം: സാധാരണയായി ഓരോ പാസിനും 8 മില്ലീമീറ്ററോ അതിൽ കൂടുതലോ ആഴത്തിലുള്ള കട്ട് കൈകാര്യം ചെയ്യാൻ കഴിയും.
ലൈറ്റ്-ഡ്യൂട്ടി പ്ലെയിൻ മില്ലിംഗ് കട്ടറുകൾ
സ്വഭാവഗുണങ്ങൾ: കുറഞ്ഞ ഹെലിക്സ് ആംഗിൾ, കൂടുതൽ പല്ലുകൾ (14-20 ഫ്ലൂട്ടുകൾ), മികച്ച പിച്ച് എന്നിവ ഉണ്ടായിരിക്കുക.
ആപ്ലിക്കേഷനുകൾ: അലൂമിനിയം, പ്ലാസ്റ്റിക്, കമ്പോസിറ്റുകൾ തുടങ്ങിയ മൃദുവായ വസ്തുക്കളിൽ മികച്ച ഉപരിതല ഫിനിഷ് നേടുന്നതിന് പ്രവർത്തനങ്ങൾ പൂർത്തിയാക്കാൻ ഉപയോഗിക്കുന്നു.
പ്രകടനം: സൂക്ഷ്മമായ മുറിവുകൾക്കും (2-3mm) Ra 1.6 മൈക്രോമീറ്ററോ അതിലും മികച്ചതോ ആയ ഉപരിതല ഫിനിഷുകൾ നേടുന്നതിനും ഒപ്റ്റിമൈസ് ചെയ്തു.
പ്രത്യേക കട്ടറുകൾ
സ്ലാബ് മില്ലുകൾ: ഒറ്റ പാസിൽ വലിയ പ്രതലങ്ങൾ മെഷീൻ ചെയ്യുന്നതിനുള്ള വളരെ വീതിയുള്ള, ഒറ്റ ഉദ്ദേശ്യ കട്ടറുകൾ.
ഫ്ലൈ കട്ടറുകൾ: വലിയ അലുമിനിയം പ്രതലങ്ങളിൽ മികച്ച ഫിനിഷ് നേടുന്നതിന് മികച്ചതും ലളിതവും ചെലവ് കുറഞ്ഞതുമായ ഒരു ഒറ്റ കട്ടിംഗ് ബിറ്റ് ഉപകരണം.
കോട്ടഡ് കട്ടറുകൾ: TiN അല്ലെങ്കിൽ TiAlN കോട്ടിംഗുകളുള്ള ഉപകരണങ്ങൾ പ്ലെയിൻ മില്ലിംഗ് സമയത്ത് ഉപകരണത്തിന്റെ ആയുസ്സ് ഗണ്യമായി വർദ്ധിപ്പിക്കുകയും ഉയർന്ന താപ പ്രതിരോധം നൽകുകയും ചെയ്യുന്നു.
കട്ടർ മെറ്റീരിയൽ തിരഞ്ഞെടുക്കൽ ഗൈഡ്
മെറ്റീരിയൽ തരങ്ങളും ഗുണങ്ങളും
- ഹൈ-സ്പീഡ് സ്റ്റീൽ (HSS): നല്ല കാഠിന്യത്തോടുകൂടിയ, ഈടുനിൽക്കുന്നതും ചെലവ് കുറഞ്ഞതുമായ ഒരു ഓപ്ഷൻ, ഇടയ്ക്കിടെയുള്ള മുറിവുകൾക്കും വിവിധ വസ്തുക്കളിൽ പൊതുവായ ഉപയോഗത്തിനും അനുയോജ്യം.
- കാർബൈഡ്: മിക്ക പ്ലെയിൻ മില്ലിംഗ് ആപ്ലിക്കേഷനുകൾക്കുമുള്ള വ്യവസായ നിലവാരം. മികച്ച കാഠിന്യം, താപ പ്രതിരോധം (1000°C വരെ) എന്നിവ വാഗ്ദാനം ചെയ്യുന്നു, കൂടാതെ HSS നേക്കാൾ വളരെ ഉയർന്ന കട്ടിംഗ് വേഗതയും അനുവദിക്കുന്നു.
- സെർമെറ്റ്: ഫിനിഷിംഗ്, സെമി-ഫിനിഷിംഗ് ആപ്ലിക്കേഷനുകൾക്ക് മികച്ചത്, വളരെ മികച്ച ഉപരിതല ഫിനിഷും വസ്ത്രധാരണ പ്രതിരോധവും നൽകുന്നു.
- സെറാമിക്: അതിശക്തമായ താപ പ്രതിരോധം കാരണം സൂപ്പർ അലോയ്കൾ പോലുള്ള മുറിക്കാൻ പ്രയാസമുള്ള വസ്തുക്കളുടെ അതിവേഗ മെഷീനിംഗിന് ഉപയോഗിക്കുന്നു.
- കോട്ടിംഗുകൾ: TiAlN എന്നത് സാധാരണവും ഉയർന്ന പ്രകടനമുള്ളതുമായ ഒരു കോട്ടിംഗാണ്, ഇത് ഘർഷണവും താപഭാരവും കുറയ്ക്കുകയും എല്ലാത്തരം മെറ്റീരിയലുകളിലും ഉപകരണ ആയുസ്സ് ഗണ്യമായി വർദ്ധിപ്പിക്കുകയും ചെയ്യുന്നു.
തിരഞ്ഞെടുപ്പ് മാനദണ്ഡം
കട്ടർ മെറ്റീരിയൽ വർക്ക്പീസ് മെറ്റീരിയലുമായി പൊരുത്തപ്പെടുത്തുക എന്നതാണ് പ്രാഥമിക നിയമം.
ചെറിയ ബാച്ച് ജോലികൾക്കും മൃദുവായ വസ്തുക്കൾക്കും ഹൈ-സ്പീഡ് സ്റ്റീൽ ഉപയോഗിക്കുക, ഉയർന്ന ഉൽപ്പാദന അളവിനും കാഠിന്യമുള്ള വസ്തുക്കൾക്കും കാർബൈഡിലേക്ക് അപ്ഗ്രേഡ് ചെയ്യുക.
തുടർച്ചയായ പ്രവർത്തനങ്ങളിൽ ഉപകരണത്തിന്റെ ആയുസ്സ് വർദ്ധിപ്പിക്കുന്നതിനും പ്രവർത്തനരഹിതമായ സമയം കുറയ്ക്കുന്നതിനും, അബ്രാസീവ് വസ്തുക്കൾക്കായി പൂശിയ ഉപകരണങ്ങൾ പരിഗണിക്കുക.