Metal döküm erimiş metalin yüksek basınçla işlenmesini içeren karmaşık bir işlemdir, dolayısıyla nihai ürünün kalitesini etkileyebilecek beklenmedik durumlara yatkındır. Bu sorunlar döküm kusurlarının somut örneğidir ve üreticiler için büyük bir endişe kaynağı haline gelir.
Tüm döküm Üretim, birden fazla adımı içeren karmaşık bir süreçtir ve her sürecin teknik düzeyi önemli ölçüde farklıdır. Operatörün beceri seviyesi, kalite yönetimi ve ekipman durumunun tümü, dökümün nihai kalitesini doğrudan etkiler. Bu kapsamlı kılavuz, çeşitli döküm kusurlarını derinlemesine incelemeyi ve döküm işlemi sırasında karşılaşılan genel sorunlara ışık tutmayı amaçlamaktadır.
Döküm Kusurlarının Türleri
Döküm kusurları, her biri üreticilere benzersiz zorluklar sunan çeşitli şekillerde ortaya çıkabilir.
Yüzey Hataları
Dökme ürünün dış kısmında yüzey kusurları meydana gelir ve ürünün görünümünü ve işlevselliğini önemli ölçüde etkileyebilir.
1.İğne delikleri

İğne Deliklerinin Nedenleri
- Yetersiz Kalıp Havalandırması:Kalıpta yetersiz havalandırma, gazların hapsolmasına ve katılaşma sırasında küçük delikler oluşmasına neden olabilir.
- Erimiş Metalin Zayıf Gazdan Arındırılması:Dökümden önce gazların erimiş metalden tam olarak uzaklaştırılmaması iğne deliği oluşumuna katkıda bulunur.
- Kalıp Kumunda Nem:Kalıplama kumundaki aşırı nem içeriği, döküm sırasında buhar oluşmasına ve küçük delikler oluşmasına neden olabilir.
Çözümler
- Geliştirilmiş Kalıp Havalandırması: Döküm işlemi sırasında gazların kaçışını kolaylaştırmak için kalıp havalandırmalarının tasarımını geliştirin.
- Etkili Gaz Alma Teknikleri:Dökümden önce erimiş metaldeki gazları uzaklaştırmak için sağlam gaz giderme yöntemleri uygulayın.
- Optimize Edilmiş Kalıplama Kumu:Buhar oluşumunu ve ardından gelen iğne deliklerini önlemek için kalıplama kumundaki nem içeriğini kontrol edin ve izleyin.
2.Soğuk Kapamalar
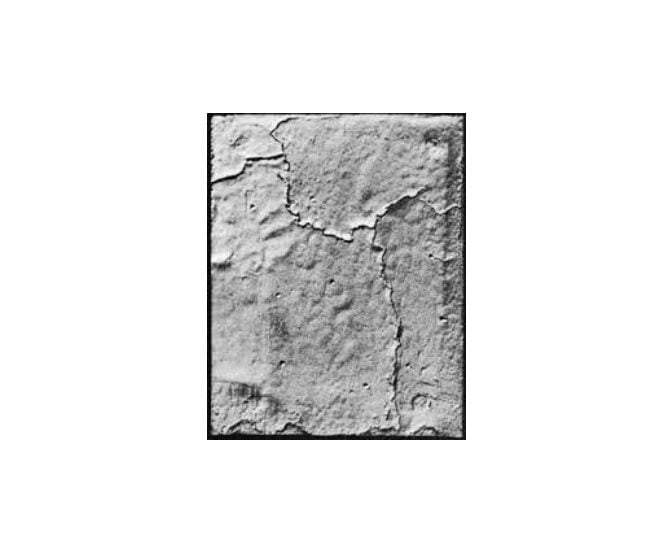
Döküm metalinin yüzeyinde soğuk kapanmalar, görünür çizgiler veya dikişler, erimiş metalin döküm sırasında düzgün bir şekilde kaynaşmaması durumunda meydana gelir.
Soğuk Kapatmaların Nedenleri
- Yetersiz Döküm Sıcaklığı:Yetersiz erimiş metal sıcaklığı, döküm işlemi sırasında eksik füzyona yol açabilir.
- Kötü Yolluk Tasarımı:Yolluk sisteminin yanlış tasarımı düzensiz metal akışına yol açarak soğuk kapanmalara katkıda bulunabilir.
- Yanlış Kalıp Doldurma:Kalıp doldurma işlemindeki türbülans veya kesintiler gibi sorunlar eksik füzyona neden olabilir.
Çözümler
- Optimum Dökme Sıcaklığı:Uygun füzyonun sağlanması için erimiş metal sıcaklığının spesifik döküm için uygun olduğundan emin olun.
- İyi Tasarlanmış Yolluk Sistemi:Eşit metal akışını teşvik eden ve soğuk kapanma olasılığını azaltan etkili bir geçit sistemi geliştirin.
- Dikkatli Kalıp Doldurma:Füzyonu geliştirmek için kalıp dolum sürecinin sorunsuz ve kesintisiz olmasını sağlayacak önlemleri uygulayın.
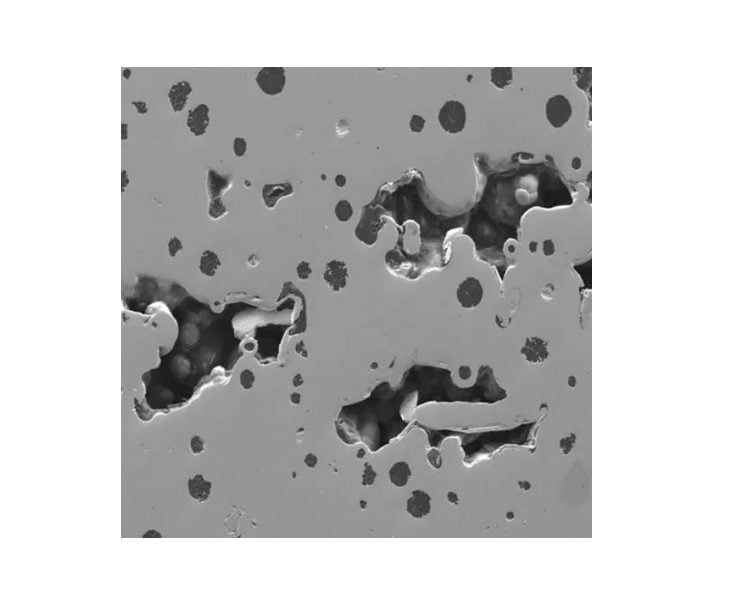
Gaz gözenekliliği, döküm metalin yapısal bütünlüğünü etkileyen küçük gaz kabarcıklarının varlığını içerir.
Gaz Gözenekliliğinin Nedenleri
- Kalıp Kumunda Nem:Kalıp kumundaki yüksek nem içeriği, katılaşma sırasında gaz oluşumuna yol açabilir.
- Yetersiz Havalandırma:Kalıptaki yetersiz havalandırma, gazların kaçışını kısıtlayarak bunların sıkışmasına katkıda bulunur.
- Erimiş Metalin Reaksiyonu:Bazı metaller nem veya diğer kirletici maddelerle reaksiyona girerek gaz kabarcıkları oluşturabilir.
Çözümler
- Kontrollü Nem İçeriği:Gaz oluşumunu en aza indirmek için kalıplama kumundaki nem içeriğini izleyin ve kontrol edin.
- Geliştirilmiş Kalıp Havalandırması:Katılaşma sırasında gazların etkili bir şekilde tahliye edilmesini sağlamak için kalıp havalandırmasını geliştirin.
- Metal İşleme:Erimiş metalin reaktivitesini azaltmak ve gaz kabarcığı oluşumunu önlemek için katkı maddelerinin veya işlemlerin kullanımını düşünün.
Boyutsal Kusurlar
Dökümdeki büzülme ve bükülme gibi boyutsal kusurlar, nihai ürünün şeklini ve bütünlüğünü önemli ölçüde etkileyebilir.
1. Büzülme

Büzülme, katılaştıkça dökme metalin boyutunun veya hacminin azalmasıyla karakterize edilen yaygın bir boyutsal kusurdur.
Büzülmenin Nedenleri
- Katılaşma Büzülmesi: Sıvıdan katıya faz değişimi sırasında metalin hacmi azalır.
- Soğutma Metalinin Büzülmesi: Metal soğudukça büzülür ve daha fazla büzülmeye yol açar.
- Yetersiz Besleme:Katılaşma sırasında büzülmeyi telafi etmek için erimiş metalin yetersiz beslenmesi.
Çözümler
- Yükselticiler ve Besleme Sistemleri:Büzülmeyi telafi etmek amacıyla ilave erimiş metal sağlamak için iyi tasarlanmış yükselticiler ve besleme sistemleri uygulayın.
- Uygun Soğutma:Ani kasılmaları en aza indirmek ve genel büzülmeyi azaltmak için soğutma hızını kontrol edin.
- Optimize Edilmiş Döküm Tasarımı:Dökümü, diferansiyel soğumayı ve büzülmeyi en aza indirmek için eşit kalınlık dikkate alınarak tasarlayın.
2.Çözülme
Eğrilme, dökme metalin bozulması veya deformasyonu olup, düzensiz şekillere veya düzgün olmayan yüzeylere yol açar.
Çarpılma Nedenleri
- Düzgün Olmayan Soğutma: Döküm boyunca farklı soğuma hızları düzensiz büzülmelere neden olarak eğrilmeye neden olur.
- Artık Gerilmeler:Soğuma sırasında gerilimlerin eşit olmayan dağılımı bükülmeye neden olur.
- Soğutma Sırasında Yetersiz Destek:Soğutma aşamasında uygun olmayan destek veya kısıtlamalar bükülmeye katkıda bulunur.
Çözümler
- Düzgün Soğutma Hızı:Diferansiyel kasılmaları ve ardından gelen bükülmeyi önlemek için dökümün tamamında tutarlı bir soğutma hızı sağlayın.
- Stres Giderici Isıl İşlem:Artık gerilimleri azaltmak ve çarpılmayı en aza indirmek için kontrollü ısıl işlem süreçlerini uygulayın.
- Uygun Döküm Desteği:Distorsiyonu önlemek amacıyla soğuma aşamasında döküm için yeterli bir destek sistemi tasarlayın.
İç Kusurlar
Dökümdeki iç kusurlar, nihai ürünün yapısal bütünlüğü ve işlevselliği açısından önemli zorluklar oluşturur. Kökenlerini anlamak ve etkili bir şekilde uygulamak için, kalıntılar, hava delikleri ve sıcak yırtılmalar dahil olmak üzere bu kusurların ayrıntılarını araştırmak çok önemlidir.
1. Kapsamalar
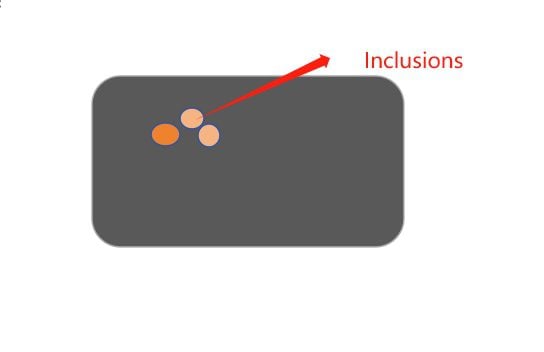
Kalıntılar, döküm işlemi sırasında döküm metalinin içinde sıkışıp kalan yabancı parçacıklar veya malzemelerdir. Bu yabancı maddeler oksitlerden ve metalik olmayan malzemelerden kum ve refrakter parçacıklara kadar değişebilir. Kalıntıların varlığı metalin mekanik özelliklerini tehlikeye atarak mukavemetin azalmasına yol açar ve potansiyel olarak yüzey kaplamasını etkiler.
Kapanımların Nedenleri
- Kirlenmiş Hammaddeler:Saf olmayan veya kirlenmiş hammaddelerin kullanılması, erimiş metalin içine yabancı elementlerin girmesine neden olur ve bu da kalıntılara neden olur.
- Refrakter Malzeme Bozulması:Kalıbı veya potayı kaplayan refrakter malzemeler bozulursa, bu malzemelerden gelen parçacıklar erimiş metalle karışarak kalıntılara neden olabilir.
- Eksik Gaz Giderme:Erimiş metalde bulunan gazlar, gaz giderme işlemleri yoluyla yeterince uzaklaştırılmazsa, katılaşma sırasında kabarcıklar ve kalıntılar oluşturabilir.
Çözümler
- Yüksek Kaliteli Hammaddeler:Kirlenme ve kalıntı riskini en aza indirmek için saf ve yüksek kaliteli hammaddelerin kullanılmasını sağlayın.
- Refrakterlerin Düzenli Bakımı:Parçalanmalarını ve erimiş metale parçacıkların girmesini önlemek için refrakter malzemeleri periyodik olarak inceleyin ve bakımını yapın.
- Etkili Gaz Alma Teknikleri:Gazları tamamen gidermek ve gaz kalıntıları olasılığını azaltmak için vakum veya inert gazdan gaz giderme gibi gelişmiş gaz giderme yöntemlerini uygulayın.
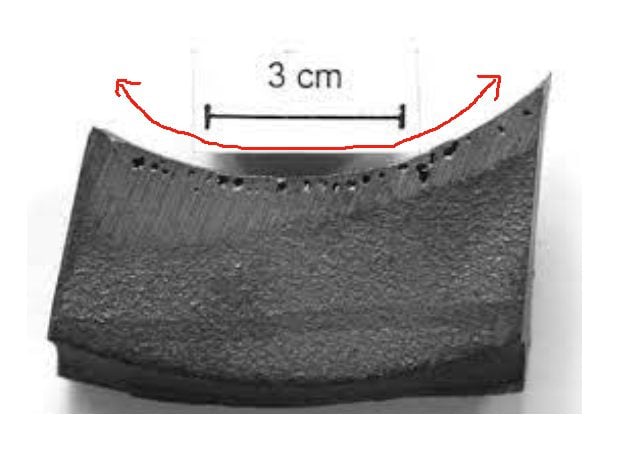
2. Hava delikleri

Hava delikleri, katılaşma işlemi sırasında gazların hapsolması nedeniyle dökme metal içinde oluşan boşluklar veya boşluklardır. Bu boşlukların boyutu ve dağılımı farklılık gösterebilir ve nihai ürünün hem görünümünü hem de mekanik özelliklerini etkileyebilir.
Hava Deliklerinin Nedenleri
- Gaz Sıkışması:Döküm işlemi sırasında yetersiz havalandırma ve gazdan arındırma, gazların erimiş metal içinde hapsolmasına ve dolayısıyla hava deliklerine neden olabilir.
- Kalıp Kumunda Nem:Kalıplama kumundaki aşırı nem içeriği, döküm sırasında buhar üreterek hava deliklerinin oluşumuna katkıda bulunabilir.
- Yanlış Kalıp Havalandırması:Kalıp havalandırma sistemi kötü tasarlanmışsa, gazların kaçışını kısıtlayabilir ve bu da hava deliklerinin oluşmasına yol açabilir.
Çözümler
- Gelişmiş Havalandırma ve Gaz Giderme:Gazları erimiş metalden etkili bir şekilde çıkarmak için kalıp havalandırma sistemlerini ve gazdan arındırma tekniklerini geliştirin.
- Optimize Edilmiş Kalıplama Kumu:Buhar oluşumunu ve müteakip hava deliklerini en aza indirmek için kalıplama kumundaki nem seviyelerini kontrol edin.
- Uygun Kalıp Havalandırma Tasarımı:Gazların kaçışını kolaylaştırmak ve hava deliklerini önlemek için kalıp deliklerinin uygun şekilde tasarlandığından ve yerleştirildiğinden emin olun.
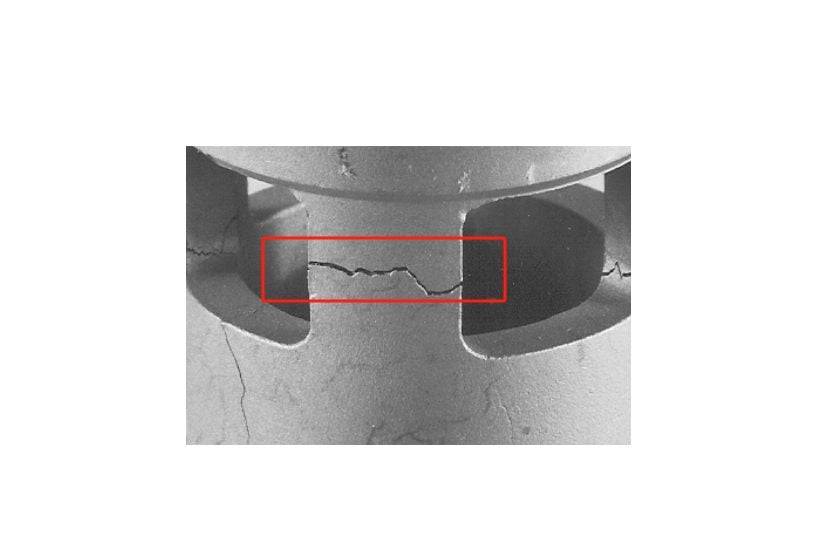
3.Sıcak Gözyaşları

Stres kırıkları olarak da bilinen sıcak gözyaşları, düzensiz soğuma ve katılaşma nedeniyle dökümde meydana gelen iç çatlaklar veya kırılmalardır.
Sıcak Gözyaşlarının Nedenleri
- Diferansiyel Soğutma Oranları:Döküm boyunca soğuma hızlarındaki değişiklikler termal gerilimlere neden olur ve bu da sıcak yırtılmaların oluşmasına yol açar.
- Kısıtlı Soğutma:Soğuma aşamasında yetersiz kasılma payı veya yetersiz destek, sıcak gözyaşı oluşumuna katkıda bulunur.
- Yetersiz Malzeme Özellikleri:Düşük süneklik gibi zayıf malzeme özellikleri, dökümü sıcak yırtılmalara karşı duyarlı hale getirebilir.
Çözümler
- Kontrollü Soğutma Koşulları:Farklı soğutma oranlarını en aza indirmek ve sıcak yırtılma riskini azaltmak için kontrollü ve tekdüze soğutma işlemleri uygulayın.
- Uygun Döküm Desteği:Kısıtlamaları önlemek ve eşit soğumaya izin vererek sıcak yırtılma olasılığını azaltmak için uygun bir destek sistemi tasarlayın.
- Optimize Edilmiş Malzeme Seçimi:Sıcak yırtılmaların oluşmasına direnmek için yeterli süneklik dahil uygun özelliklere sahip malzemeleri seçin.
Kalıp Malzemesi Kusurları
Dökümlerdeki iç ve yüzey kusurlarına ek olarak kalıp malzemesi kusurları da nihai ürünün kalitesini etkileyebilir.
1. Kalıp Erozyonu

Kalıp erozyonu, ardışık döküm döngüleri boyunca kalıp malzemesinin kademeli olarak aşınmasıyla karakterize edilen bir kusurdur. Bu erozyon kalıp boyutlarının ve yüzey kalitesinin kaybına neden olabilir.
Küf Erozyonunun Nedenleri
- Yüksek Sıcaklık ve Metal Karıştırma:Yüksek sıcaklıklardaki erimiş metal, türbülanslı metal akışıyla birleştiğinde kalıp erozyonunu hızlandırabilir.
- Erimiş Metalin Aşındırıcı Doğası: Bazı metaller, özellikle de aşındırıcı yabancı maddeler içerenler, kalıp yüzeyindeki aşınmanın artmasına katkıda bulunabilir.
- Yetersiz Kalıp Kaplaması:Yetersiz veya bozulmuş kalıp kaplamaları, kalıp malzemesini erimiş metalle doğrudan temasa maruz bırakarak erozyona yol açabilir.
Çözümler
- Optimize Edilmiş Döküm Koşulları:Kalıp üzerindeki aşındırıcı etkiyi en aza indirmek için döküm sıcaklığını ve metal akışını kontrol edin.
- Esnek Kalıp Kaplamalarının Kullanımı:Kalıp ve erimiş metal arasında koruyucu bir bariyer oluşturmak için yüksek kaliteli kalıp kaplamaları uygulayın ve bakımını yapın.
- Düzenli bakım:Herhangi bir erozyon belirtisini gidermek ve ilerlemesini önlemek için kalıpları periyodik olarak inceleyin ve yenileyin.
2.Kalıp Çatlaması
Kalıp Çatlamasının Nedenleri
- Termal Gerilmeler:Kalıbın hızlı ve eşit olmayan şekilde soğutulması, termal gerilimlere neden olabilir ve bu da çatlak oluşumuna neden olabilir.
- Yetersiz Kalıp Ön Isıtma:Kalıbın yetersiz ön ısıtılması termal şoka yol açarak döküm sırasında çatlamaya neden olabilir.
- Malzeme Yorgunluğu:Tekrarlanan termal döngü ve erimiş metale maruz kalma, kalıp malzemesinde yorulmaya neden olarak çatlamaya katkıda bulunabilir.
Çözümler
- Kontrollü Soğutma Oranları:Termal gerilimleri en aza indirmek ve kalıp çatlaması olasılığını azaltmak için kontrollü ve tekdüze soğutma işlemleri uygulayın.
- Uygun Kalıp Ön Isıtma:Termal şoku ve buna bağlı çatlamayı azaltmak için kalıbın yeterli ön ısıtılmasını sağlayın.
- Malzeme seçimi:Çatlamayı azaltmak için yeterli termal stabiliteye ve yorulmaya karşı dirence sahip kalıp malzemelerini seçin.
3. Küf Şişmesi
Kalıp şişmesi, döküm işlemi sırasında kalıp malzemesinin genleşmesi veya deformasyonu anlamına gelir ve bu da nihai ürünün boyutlarında yanlışlıklara yol açar.
Küf Şişmesinin Nedenleri
- Erimiş Metal ile Reaksiyon:Bazı kalıp malzemeleri belirli metallerle reaksiyona girerek şişmeye veya deformasyona neden olabilir.
- Yetersiz Soğutma: Döküm işlemi sırasında kalıbın yetersiz soğutulması, aşırı ısı emilimine ve şişmeye katkıda bulunabilir.
- Malzeme Bozulması: Erimiş metale sürekli maruz kalmak kalıp malzemesini bozabilir ve şişmeye neden olabilir.
Çözümler
- Uyumluluk Testi:Şişmeye yol açan olumsuz reaksiyonları önlemek için kalıp malzemesi ile döküm metal arasındaki uyumluluğu sağlayın.
- Optimize Edilmiş Soğutma:Kalıbın yapısal bütünlüğünü korumak ve aşırı ısı emilimini önlemek için etkili soğutma stratejileri uygulayın.
- Düzenli Denetim ve Değiştirme:Kalıpları bozulma belirtileri açısından periyodik olarak inceleyin ve şişmeyi önlemek için gerektiğinde değiştirin.
Önleme ve Kalite Kontrol
Dökümlerin kalitesinin sağlanması; önleyici tedbirlerin, sıkı kalite kontrol prosedürlerinin ve gelişmiş denetim tekniklerinin bir kombinasyonunu içerir.
Gelişmiş Döküm Teknolojileri
Gelişmiş döküm teknolojileri, döküm sürecinin genel kalitesini, verimliliğini ve hassasiyetini arttırmada çok önemli bir rol oynamaktadır. Bu teknolojiler, ortak zorlukların üstesinden gelmek ve yüksek kaliteli döküm üretimini optimize etmek için en ileri yöntemlerden yararlanır.
1. Bilgisayar Destekli Tasarım (CAD) ve Simülasyon
Bilgisayar Destekli Tasarım (CAD), döküm bileşenlerinin ayrıntılı ve doğru dijital modellerinin oluşturulmasına olanak tanır. Simülasyon yoluyla üreticiler, erimiş metalin nasıl akacağını, katılaşacağını ve potansiyel olarak kusur oluşturacağını analiz edebilir. Bu önleyici anlayış, fiziksel döküm süreci başlamadan önce tasarım ayarlamalarına olanak tanıyarak kusur olasılığını azaltır.
2. Döküm Kalıplarında 3D Baskı
3D baskı teknolojisi, karmaşık döküm modellerinin yüksek hassasiyetle üretilmesini sağlar. Bu yöntem sadece kalıp oluşturma sürecini hızlandırmakla kalmıyor, aynı zamanda geleneksel yöntemlerle zor olabilecek karmaşık geometrilerin oluşturulmasına da olanak tanıyor. Geliştirilmiş model doğruluğu, döküm kusurlarının genel olarak azaltılmasına katkıda bulunur.
Dökümlerdeki iç kusurlar genel olarak nasıl tespit edilir?
Dökümlerdeki iç kusurların tespiti genellikle farklı tahribatsız muayene yöntemleri kullanır. Bu yöntemler dökümlerdeki gözenekler, cüruf kalıntıları, çatlaklar vb. gibi çeşitli sorunların bulunmasına yardımcı olabilir. Aşağıda dökümlerdeki iç kusurların tespitine yönelik bazı yaygın yöntemler yer almaktadır:
Muayene Teknikleri |
|
Röntgen Muayenesi | Bu, büyük yoğunluk farklılıklarına sahip kusurların (gözenekler, cüruf kalıntıları vb.) tespit edilmesinde çok etkilidir. |
Ultrasonik Test (UT) | Ultrasonik dalgalar dökümlerin içindeki gözenekler, cüruf kalıntıları, çatlaklar vb. gibi çeşitli kusurları tespit etmek için kullanılır. |
Manyetik Parçacık Testi (MT) | Manyetik parçacıkların uygulanan bir manyetik alanla uygulanması veya püskürtülmesiyle, manyetik parçacıkların çatlaklardan dolayı toplanıp kusurları bulduğu gözlemlenebilir. |
Girdap Akımı Testi (ET) | Yüzey ve yüzeye yakın kusurları tespit etmek için döküm yüzeyine alternatif akım uygulayarak ve girdap akımındaki değişiklikleri izleyerek. |
Radyografik Test (RT) | X-ışını testine benzer, ancak radyografik manyetik alan kullanır. Bu yöntem aynı zamanda çatlak gibi kusurların bulunmasında da etkilidir. |
Bilgisayarlı Tomografi (CT) | Birden fazla açıdan projeksiyon yoluyla üç boyutlu tomografik görüntüler oluşturmak için X ışınlarını veya diğer ışın kaynaklarını kullanır. Bu, karmaşık iç yapıları ve küçük kusurları tespit etmek için kullanışlıdır. |
Sonuç
Döküm kusurları, metal döküm işlemi sırasında meydana gelen istenmeyen düzensizliklerdir. Kusurlar üretim maliyetlerini ve israfı artırır ve ürün ve parçaların tasarlandığı gibi performans göstermemesine neden olabilir. Farklı döküm türlerindeki kusurları ve bunların oluşum nedenlerini anladıktan sonra, döküm hatalarının önceden önlenmesi büyük önem taşımaktadır.




