Diş, bir vida veya cıvata milinin zıt dişlere sahip bir şeye vidalanabilen çıkıntılı kısmıdır. için farklı standart ölçümler mevcuttur. Konuları hem vidalardan hem de cıvatalardan.
Bilinmeyen dişleri belirlemek için diş boyutlarının, özellikle dişin ana çapının ve hatvesinin ölçülmesi gereklidir. Kumpas ve hatve ölçer kullanma süreci basittir. Bu kılavuzda, bu makalede, bu araçları ve hem inç hem de metrik ölçüm sistemlerinde diş boyutlarının nasıl ölçüleceğini gösteriyoruz.
Ek olarak, işçilik maliyetlerini azaltan, iş verimliliğini artıran ve doğru ve verimli iplik testi gerçekleştiren tamamen manuel bir iplik test makinesini piyasaya sürüyoruz.
Genel talimatlar
• Vida çapını ölçün. veya vidanın dişli kısmının genişliğini ölçerek vida boyutunu belirleyin. Bu, diş boyutunun ilk numarasına karşılık gelir. İnç için, 1/4″'den küçük herhangi bir çap, aşağıdaki tabloda atıfta bulunulan bir sayı ile gösterilir (örneğin, 8, 0.164'e karşılık gelir). Metrik vidalar için bu, M harfinin önündeki milimetre sayısıdır (örn. M6, 6 mm'ye karşılık gelir).
• İplik aralığını ölçün. Bu, diş boyutunun ikinci numarasına karşılık gelir. İnç için bu, bir inçteki iplik sayısı sayılarak yapılır. Metrik vidalar için bu, dişler arasındaki milimetre cinsinden uzunluktur.
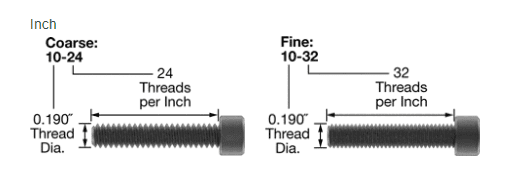
•İnç diş boyutları çap ve inç başına diş sayısı ile belirtilir. Çap ayrıca vida boyutu olarak da bilinir. Çapı 1/4″'den küçük olanlar için vida boyutu bir sayı ile belirtilir (örn. #10 veya No.10). Örneğin, 10-24 vidanın 0.190" diş çapı ve inç başına 23 dişi vardır.

İplik boyutunu ve adımını ölçmek için araçlar
İplik ana çapını ve hatvesini ölçmek için kullanılan üç araç, Vernier kumpas, hatve göstergesi ve cetveldir.
Sürmeli kumpas
İster iç ister dış olsun, dişli bir bağlantı elemanının büyük çapını ölçmek için hiçbir şey Vernier kumpasın yerini alamaz (Şekil 1). Cihazın kafasının üst kısmında bulunan üst çeneler (Şekil 1'de A) iç diş çaplarını ölçmek için kullanılırken, alt çeneler (Şekil 1'de B) dış diş çaplarını ölçmek için kullanılır. Ana ölçek (Şekil 1'deki C), ölçümün tam sayı kısmını gösterir ve santimetre veya inç cinsinden kalibre edilebilir. Ölçümün ondalık kısmı Vernier ölçeğiyle gösterilir. Bu aracın metrik versiyonunda her karma işareti bir milimetreyi temsil eder; İngiliz ölçü biriminde, her biri 0.025 inç'i temsil eden inç başına yirmi beş karma işareti vardır.
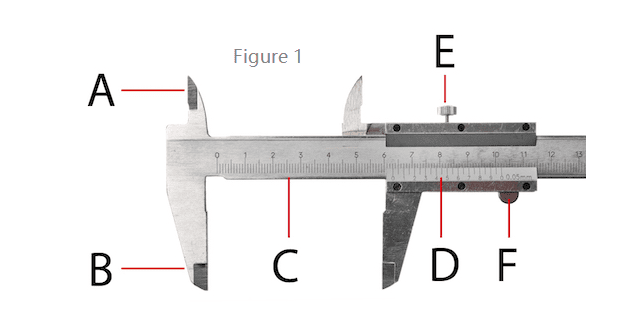
Şekil 1: Üst çeneler (A), alt çeneler (B), ana ölçek (C), Vernier ölçeği (D), kilit vidası (E), başparmak vidası (F) gibi çeşitli parçalarını gösteren Vernier kumpas ölçeğinin yakından görünümü ).
Vernier kumpas ile iplik ölçümü
Dişli bir bağlantı elemanının ana çapını ölçmek için öncelikle dişin konik olup olmadığı belirlenmelidir. Eğer bu sadece görsel inceleme ile yapılamıyorsa, en yakın yerden başlayıp oradan en uzakta biten ardışık dört tepe noktasının bir tarafı boyunca farklı noktalarda pergellerle üç okuma yapın. Bu noktalar boyut, şekil uzunluğu vb. bakımından farklılık gösterdiğinde, bu dişler boyunca bir yerde daralma olduğu anlamına gelir, ancak tüm ölçümler aynı değeri veriyorsa, o zaman aralarında başka bir yerde de düz kesilmiş ipliklerimiz var demektir. İncelmenin olduğu durumda; Her iki uçtan da sayarak dördüncü veya beşinci tepe noktasında ana çapı ölçerken elde edilen değerler arasında en büyüğünü kaydedin, aksi takdirde düz kesimler için herhangi biri yeterli olacaktır.
Bir dış dişin ana çapını ölçüyorsanız çene uçlarını dişin tepesine yerleştirin; eğer iç dişliyse, o zaman onları oluğa yerleştirin. Cıvatalar için sap uzunluğunu ölçmeniz gerekir, bu nedenle ölçümü başın altından diş başlangıcına kadar yapın. Dişli bağlantı elemanlarını ölçmek için Vernier kumpasın nasıl kullanılacağına ilişkin adım adım talimatlar aşağıda verilmiştir:
- Alt çenelerin arasına dıştan dişli bir tutturucu yerleştirin veya üst çeneleri içten dişli bir tutturucunun içine yerleştirin.
- Çeneleri diş açma ile temas haline getirmek için yuvarlak başlı vidayı (Şekil 1F etiketli) kullanın.
- Temas üzerine kilit vidasını çevirin (Şekil 1E etiketli). Kilitleme vidası, ölçüm okunurken kumpasın ayarlanmasını durdurur.
- Vernier ölçeğindeki 0'a bakın. 0'ın eşleştiği ana ölçekteki sayı, ölçümün tamsayısını ve ilk ondalık basamağını belirler.
(Muhtemelen 0, ana ölçekteki bir sayı ile tam olarak eşleşmeyecektir, bunun yerine iki sayı arasında olacaktır.) - Vernier ölçeğindeki bölme çizgilerine bakın. Ana ölçekte bir çizgiye en yakın sıralanan bölme çizgisi, ölçümün ikinci ondalık basamağını belirler.
Şekil 1'deki kumpas 6.31 cm ölçüsüne kadar açılmış görünmektedir. 0, 6.3'tedir ve Vernier ölçeğinde 1 ile işaretlenen çizgi, ana ölçekteki bir çizgiye en yakın olanı eşleştirir.
İpliği cetvelle ölçme
Bir cetvel, dişli bir tutturucunun ana çapını ve hatvesini ölçebilir. Ancak, kumpas kullanmak kadar kesin değildir. Cetvel yüksek çözünürlüklü olmalı ve ölçümleri bir milimetrenin bir kısmına kadar göstermelidir. Amerika Birleşik Devletleri veya Kanada'da bir ipliğin hatvesini ölçmek için inç başına iplik (TPI) ölçün. Bir metrik dişin hatvesini ölçmek için iki ardışık tepe arasındaki mesafeyi ölçün.

Bir adım ölçer ile ölçüm aralığı
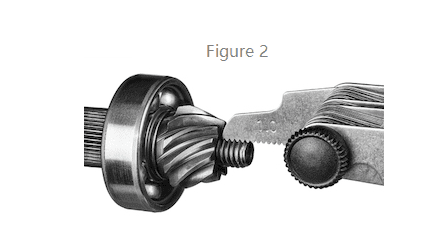
Şekil 2, bir ipliği ölçen bir hatve göstergesini göstermektedir. Pitch göstergeleri metrik veya emperyal olabilir. Bir adım ölçer, üzerinde bir sayı bulunan birkaç yaprak içerir. Sayı perdeyi gösterir. Bilinmeyen bir iş parçacığını tanımlarken, bir emperyal ve metrik ölçere sahip olmak önemlidir. Metrik ve emperyal dişler arasında yanlış pozitife yol açabilecek benzerlikler vardır. Örneğin, bir metrik hatve göstergesi, bazı emperyal dişlerle eşleşiyor gibi görünebilir. İngiliz ölçüsü daha yakın bir eşleşmeye sahip olacak ve doğru perdeyi sağlayacaktır.
Ardından, bağımsız olarak tasarlayıp geliştirdiğimiz, işçilikten büyük ölçüde tasarruf sağlayan ve denetimin etkinliğini ve doğruluğunu artıran ve sektörde yüksek oranda değerlendirilen ve övülen bir diş denetleme aleti öneriyoruz.
İplikleri ölçmek için açıklayıcı video

Sıkça Sorulan Sorular (SSS)
1、Bir cıvatada M10 ne anlama gelir?
Metrik dişler, büyük bir M artı nominal dış çapları ve hatveleri ile belirtilir: Bu cıvata M10 x 1.5'tir - bu, dış çapın 10 mm olduğu ve dişlerin 1.5 mm ayrı olduğu anlamına gelir (M10 için en yaygın diş hatvesi). .
2、Cıvatamın M10 mu yoksa M12 mi olduğunu nasıl anlarım?
M10 erkek bağlantı elemanları genellikle tepeden tepeye 1.5 mm veya 1.25 mm mesafedir. M12 erkek bağlantı elemanları genellikle tepeden tepeye 1.75 mm veya 1.5 mm'dir.
3、M8, M10 ve M12 cıvatalarını nasıl ayırt edersiniz?
Onları ölçün. Bir M8'in çapı 8 mm'dir ve M10'un çapı 10 mm'dir ve bir M12'nin çapı 12 mm'dir.
4、M10 18mm mi?
Kapak vida başları için girintili delikler oluşturmak için. Çelikleri (Manyetik yumuşak çelik, Yapısal çelik, Karbon Çelik ve Alaşımlı Çelik) ve Sentetik malzemeleri delmek için mükemmel
5、M10 1.5 iş parçacığı ne anlama geliyor?
M10-1.50, kaba bir iplik ifadesi iken M10-1.25, ince bir adımdır. Bunun nedeni, metrik dişli bağlantı elemanlarında hatvenin dişler arasındaki mesafe ile ölçülmesidir. Yani kalın dişli M10-1.50 bağlantı elemanında dişler arası 1.50 mm, ince dişlide ise dişler arası 1.25 mm boşluk vardır.
6,İş parçacığı denetleyicisi nedir?
Orijinal İplik Denetleyicisi – Hem somunlar hem de cıvatalar için doğru ve kullanımı kolay bir diş tanımlayıcı. Her bir göstergenin bir ucunda erkek dişli bir saplama ve diğer ucunda dişi dişli bir delik bulunur. İplik Denetleyici, benzer inç ve metrik dişleri ayırt etmek için özellikle uygundur.




