تُعدّ عملية طحن الأكتاف من أهم عمليات الطحن في مجال التشغيل الدقيق. وتُستخدم لإنشاء أكتاف بزاوية 90 درجة، وجدران عمودية، ودرجات، وفتحات، وجيوب، وحواف مربعة دقيقة على قطع العمل المعدنية أو البلاستيكية.
في مجال التصنيع باستخدام الحاسب الآلي، يتم استخدام طحن الكتف على نطاق واسع لأجزاء الألومنيوم، ومكونات الفولاذ المقاوم للصدأ، وحشوات القوالب، وإطارات الآلات، وقطع غيار السيارات، ومكونات الفضاء الجوي، والعديد من الأجزاء الدقيقة المصممة حسب الطلب.
يشرح هذا الدليل ماهية عملية طحن الكتف، وكيفية عملها، وأنواع القواطع الشائعة الاستخدام، وكيفية اختيار الأداة المناسبة، وكيفية تجنب مشاكل التشغيل الشائعة.
ما هو طحن الكتف؟
تُعدّ عملية طحن الكتف عملية طحن تُستخدم لتشكيل سطح مستوٍ وجدار رأسي مجاور في آنٍ واحد. والهدف عادةً هو إنشاء كتف دقيق، أو حافة متدرجة، أو جدار تجويف، أو جانب فتحة، أو حافة مربعة على قطعة العمل.
في معظم الحالات، تركز عملية تشكيل الكتف على إنتاج زاوية قائمة حقيقية (90 درجة) بين سطحين. يكون أحد السطحين عادةً أفقيًا، بينما يكون الآخر رأسيًا. وهذا ما يجعل العملية بالغة الأهمية عندما يجب أن تتلاءم الأجزاء معًا بدقة، كما هو الحال في التجميعات، والهياكل، والتجهيزات، وقواعد القوالب، والمكونات الميكانيكية.
عادةً ما تقوم أداة القطع ذات الحافة الجانبية بالقطع باستخدام حوافها المحيطية، وجزء من حافتها السفلية حسب تصميم الأداة. وهذا يسمح للأداة بإزالة المواد من الجدار الجانبي مع تشطيب سطح الأرضية أو الدرجة في الوقت نفسه.
ما هي استخدامات طحن الكتف؟
تُستخدم عملية طحن الأكتاف عندما تتطلب قطعة العمل جدرانًا جانبية دقيقة، أو أكتافًا مربعة، أو ميزات متدرجة. تشمل الاستخدامات الشائعة ما يلي:
- تشكيل الجيوب والتجاويف
- إنشاء فتحات وجدران جانبية
- إنتاج الدرجات والحواف
- تسوية الحواف بعد التشغيل الخشن
- ميزات قالب التشطيب
- تشكيل أكتاف المكونات للتجميع
- إنتاج أسطح عمودية دقيقة على أجزاء CNC
على سبيل المثال، في غلاف مصنوع من الألومنيوم المشغول آليًا، يمكن استخدام عملية طحن الكتف لإنشاء تجاويف داخلية لوضع مكونات أخرى. وفي صناعة القوالب، يمكن استخدامها لإنشاء جدران رأسية نظيفة وانتقالات حادة. وفي مجال تصنيع الطائرات، تساعد عملية طحن الكتف في إنتاج أجزاء هيكلية ذات متطلبات دقة عالية.
تكمن القيمة الرئيسية لعملية طحن الكتف في الدقة. فالعملية المُحكمة تُنتج تعامدًا جيدًا، وسطحًا نهائيًا نظيفًا، وأبعادًا ثابتة.
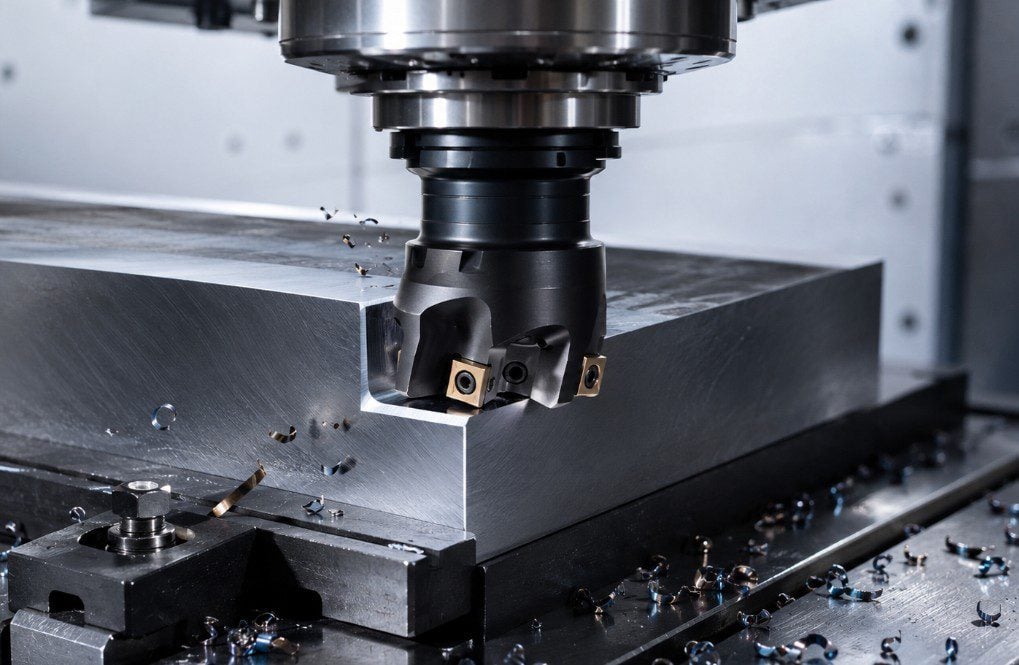
كيف تتم عملية طحن الكتف؟
تستخدم عملية طحن الكتف قاطعًا دوارًا لإزالة المادة من قطعة العمل. يتحرك القاطع على طول مسار أداة مُبرمج مع ملامسة جانب المادة. في التصنيع باستخدام الحاسوب (CNC)، يتم التحكم في هذه الحركة بواسطة برنامج الماكينة، الذي يحدد عمق القطع، والتلامس القطري، ومعدل التغذية، وسرعة دوران المغزل، واستراتيجية مسار الأداة.
تتضمن عملية طحن الكتف النموذجية الخطوات التالية:
1. إعداد الشغل
يجب تثبيت قطعة العمل بإحكام لمنع حركتها أثناء القطع. قد يؤدي التثبيت غير المحكم إلى اهتزازات، وأخطاء في الأبعاد، وضعف في جودة السطح، أو حتى كسر الأداة. بالنسبة للأجزاء ذات الجدران الرقيقة أو الحساسة، قد يلزم استخدام تجهيزات خاصة.
2. اختيار أداة
يختار فني التشغيل أداة القطع بناءً على نوع المادة، وعمق الكتف، والتفاوت المطلوب، وجودة السطح، وقدرات الماكينة. تشمل الخيارات الشائعة قواطع الكتف القابلة للفهرسة، وقواطع الكربيد الصلبة، وقواطع الغلاف، وقواطع التغذية العالية للتشغيل الخشن.
3. إعداد المعلمة
يجب ضبط سرعة القطع، ومعدل التغذية، وعمق القطع المحوري، وعمق القطع القطري، واستخدام سائل التبريد بشكل صحيح. تؤثر هذه المعايير بشكل مباشر على عمر الأداة، وتوليد الحرارة، والتحكم في الرايش، وجودة القطعة.
4. الطحن الخشن
في كثير من الحالات، تزيل عملية الطحن الخشن للكتف معظم المادة أولاً. والهدف هو تحقيق كفاءة عالية في إزالة المادة بدلاً من جودة السطح النهائية. وقد تُترك كمية صغيرة من المادة للتشطيب.
5. عملية الطحن النهائية
تُستخدم عملية التشطيب لتحسين جودة السطح، والتعامد، ودقة الأبعاد. وتعتمد هذه العملية عادةً على عمق قطع أقل، ومعدل تغذية ثابت، وتداخل مناسب للأداة.
6. تفتيش
بعد عملية التصنيع، يمكن التحقق من الأبعاد الرئيسية باستخدام الفرجار، أو الميكرومتر، أو مقياس الارتفاع، أو فحص آلة قياس الإحداثيات ثلاثية الأبعاد، أو أدوات قياس أخرى. تشمل الميزات المهمة استقامة الجدار، ونعومة السطح، وارتفاع الكتف، والعرض، ودقة الزاوية القائمة (90 درجة).
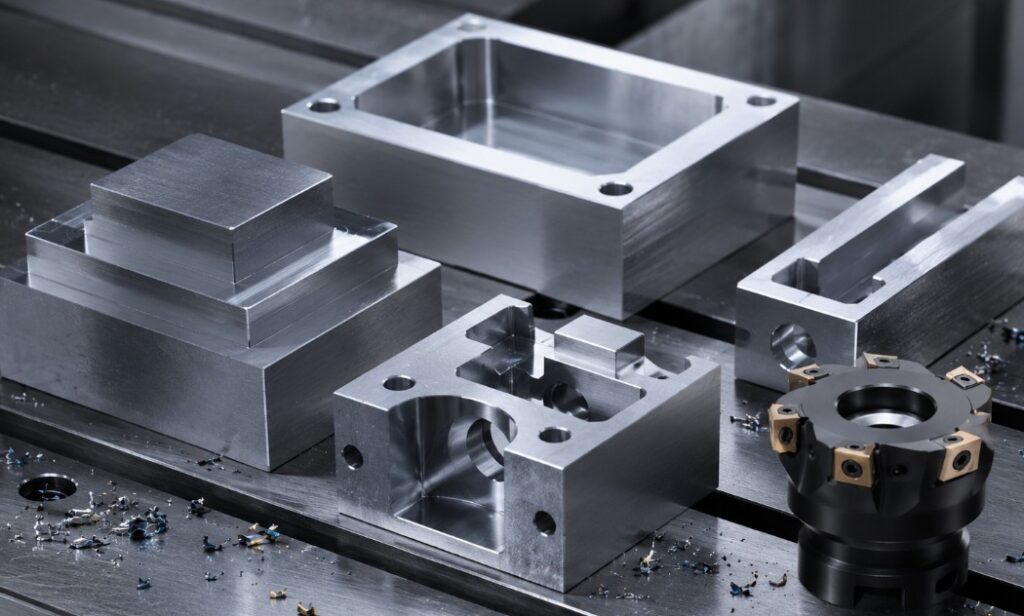
أنواع شائعة من قواطع التفريز ذات الأكتاف
صُممت قواطع التفريز الكتفية المختلفة لتناسب مواد وأعماق وأهداف تشغيلية متنوعة. قد يؤدي اختيار القاطع الخاطئ إلى اهتزازات، وتشطيب رديء، وقصر عمر الأداة، وأخطاء في الأبعاد.
1. قواطع طحن ذات أكتاف مربعة
صُممت قواطع التفريز ذات الأكتاف المربعة لإنتاج أكتاف دقيقة بزاوية 90 درجة. يستخدم العديد منها حشوات قابلة للفهرسة، والتي يمكن استبدالها عند تلفها. تُستخدم هذه القواطع عادةً في عمليات التشغيل الخشن والتشطيب شبه النهائي.
وهي مناسبة للفولاذ والفولاذ المقاوم للصدأ والحديد الزهر والألومنيوم، وذلك حسب درجة وشكل القطعة الداخلية.
2. قواطع طرفية من الكربيد الصلب
تُستخدم قواطع الكربيد الصلبة على نطاق واسع في عمليات طحن الأكتاف، خاصةً عند الحاجة إلى دقة عالية وتشطيب سطح ممتاز. وهي متوفرة بأعداد مختلفة من الشفرات، والطلاءات، وزوايا الحلزون، ونصف قطر الزوايا.
تعتبر قواطع الكربيد الصلبة مثالية للأجزاء الصغيرة، والتجاويف الدقيقة، والجدران الرقيقة، وعمليات التشطيب.
3. قواطع طرفية قابلة للفهرسة
تستخدم قواطع التفريز ذات الأطراف القابلة للفهرسة حشوات قابلة للاستبدال، وهي مناسبة لمهام إزالة المواد الكبيرة. وتُعدّ أكثر فعالية من حيث التكلفة في عمليات التشغيل الخشن الثقيلة، إذ لا يلزم استبدال سوى الحشوات بدلاً من الأداة بأكملها.
تُستخدم هذه الأدوات غالبًا في عمليات التصنيع الإنتاجية حيث تكون تكلفة الأدوات وكفاءة القطع ووقت التوقف عن العمل أمورًا مهمة.
4. شل ميلز
تُعدّ قواطع التشكيل الأسطوانية قواطع أكبر حجماً مثبتة على محور. وهي مناسبة لتشكيل الأكتاف العريضة والدرجات الكبيرة والتطبيقات الشاقة. توفر قواطع التشكيل الأسطوانية صلابة جيدة، ولكنها تتطلب آلة ذات كفاءة عالية وإعداداً ثابتاً.
5. قواطع التغذية العالية
تُستخدم قواطع التغذية العالية بشكل أساسي في عمليات التشغيل الخشن. فهي تستخدم زاوية دخول صغيرة وتسمح بمعدلات تغذية عالية مع تقليل قوى القطع. ورغم أنها قد لا تُشكّل جدارًا نهائيًا بزاوية 90 درجة بمفردها، إلا أنها مفيدة لإزالة المواد بسرعة قبل عملية طحن الكتف النهائية.
كيفية اختيار قاطع التفريز الكتفي المناسب
يعتمد اختيار القاطع المناسب على تصميم الجزء، والمادة، والتفاوتات المسموح بها، وقوة الآلة، وحجم الإنتاج.
عامل | ما يجب مراعاته | الاختيار الموصى به |
الخامة | الألومنيوم، الفولاذ، الفولاذ المقاوم للصدأ، التيتانيوم، البلاستيك | قم بمطابقة هندسة القاطع والطلاء مع المادة |
عمق الكتف | تتطلب الأكتاف العميقة أدوات أطول، ولكنها تتطلب صلابة أعلى. | استخدم بروزًا قصيرًا كلما أمكن ذلك |
الانتهاء من السطح | يتطلب التشطيب الدقيق أداة ثابتة وهندسة مناسبة | قاطع كربيد صلب أو قاطع تشطيب |
حجم الإنتاج | يتطلب الإنتاج بكميات كبيرة تقليل وقت تغيير الأدوات | قاطع قابل للفهرسة |
صلابة الآلة | تزيد الإعدادات الضعيفة من خطر الاهتزاز | استخدم حوامل أصغر حجماً وأكثر صلابة |
تسامح | تتطلب الدقة العالية عملية تشطيب نهائية | استخدم قاطعًا دقيقًا ومسار أداة مُتحكم به |
معايير طحن الكتف: ما هو الأهم؟
تُعدّ معايير القطع بالغة الأهمية في عملية طحن الأكتاف. فحتى أفضل أدوات القطع قد لا تعمل بكفاءة إذا كانت السرعة أو معدل التغذية أو التعشيق غير مناسبة.
سرعة القطع
تعتمد سرعة القطع على مادة قطعة العمل ومادة أداة القطع. قد تؤدي السرعات العالية إلى تحسين الإنتاجية، ولكن السرعة المفرطة قد تولد حرارة، وتقلل من عمر الأداة، وتتلف السطح.
معدل التغذية
يؤثر معدل التغذية على سمك الرايش، وجودة السطح، وحمل أداة القطع. قد يؤدي انخفاض معدل التغذية إلى الاحتكاك بدلاً من القطع، بينما قد يؤدي ارتفاعه إلى زيادة الحمل على أداة القطع والتسبب في اهتزازها.
العمق المحوري للقطع
يشير عمق القطع المحوري إلى مدى عمق القطع الذي تقوم به الأداة على طول الاتجاه الرأسي. تزيد عمليات القطع الأعمق من الإنتاجية، ولكنها تزيد أيضًا من قوة القطع وانحراف الأداة.
عمق شعاعي للقطع
عمق القطع الشعاعي هو عرض منطقة تلامس الأداة مع سطح القطع. يؤدي التلامس الشعاعي الكبير إلى إزالة كمية أكبر من المواد، ولكنه قد يتسبب في اهتزازات وحرارة. أما التلامس الأصغر فيُحسّن الثبات، ولكنه قد يتطلب عددًا أكبر من مرات المرور.
إخلاء المبرد والرقاقة
يساعد سائل التبريد على خفض الحرارة، وتحسين جودة السطح، وإطالة عمر الأداة. في عمليات تشغيل الألومنيوم، يُعدّ استخدام سائل التبريد بالهواء المضغوط أو الرذاذ مفيدًا في كثير من الأحيان لإزالة الرايش. أما في عمليات تشغيل الفولاذ المقاوم للصدأ والتيتانيوم، فيمكن لسائل التبريد المناسب أن يساعد في التحكم بالحرارة ومنع تلف الأداة.
مقارنة بين طحن الكتف وطحن الوجه
غالباً ما يتم الخلط بين طحن الكتف وطحن الوجه، لكن لكل منهما أغراض مختلفة.
تُستخدم عملية طحن السطح بشكل أساسي لتصنيع سطح أفقي مستوٍ. حيث تقوم أداة القطع بإزالة المادة من السطح العلوي لقطعة العمل، مما ينتج عنه سطح مستوٍ.
تقوم آلات طحن الأكتاف بتشكيل كل من الجدار الجانبي والسطح المجاور. والغرض منها هو إنشاء حافة متدرجة أو كتف مربع أو جدار عمودي.
بعبارات بسيطة:
- تُستخدم عملية طحن السطح لجعل السطح مستوياً.
- تُستخدم عملية طحن الكتف لجعل السطح مستويًا وإنشاء جدار عمودي أو كتف بزاوية 90 درجة.
- إذا كان الجزء يتطلب جدارًا جانبيًا نظيفًا، فإن عملية طحن الكتف هي الخيار الأفضل.
مقارنة بين عملية طحن الكتف وعملية طحن النهاية
تُعدّ عملية الطحن الطرفي عملية طحن أوسع نطاقًا، تشمل تشكيل الأخاديد، والتشكيل الجانبي، والتشكيل المحيطي، وتشكيل الجيوب، والطحن الغاطس. ويمكن إجراء عملية طحن الكتف باستخدام أداة الطحن الطرفي، ولكن ليس كل عملية طحن طرفي تُصنّف ضمن طحن الكتف.
يكمن الاختلاف الرئيسي في الميزة المستهدفة. قد ينتج عن عملية الطحن النهائي أشكال منحنية أو فتحات أو تجاويف. أما عملية طحن الكتف فتركز تحديدًا على إنتاج أكتاف دقيقة وجدران عمودية.
بالنسبة للأشكال ثلاثية الأبعاد المعقدة، غالباً ما تُستخدم عملية الطحن النهائي. أما بالنسبة للدرجات المربعة والجدران الجانبية، فإن عملية الطحن الجانبي هي العملية المفضلة.
مزايا طحن الكتف
توفر عملية طحن الكتف العديد من المزايا المهمة في التصنيع الحديث.
دقة عالية الأبعاد
عند التحكم بها بشكل صحيح، يمكن لعملية طحن الكتف أن تنتج عرضاً وعمقاً ومواقع جدارية دقيقة. وهذا أمر بالغ الأهمية للأجزاء التي يجب تجميعها بشكل صحيح.
تشطيب سطحي جيد
يمكن لأداة ثابتة ومعدل تغذية صحيح وعملية تشطيب مناسبة أن تنتج جدرانًا رأسية ناعمة وأسطح أرضيات نظيفة.
إزالة المواد بكفاءة
باستخدام القاطع المناسب، يمكن لعملية طحن الكتف إزالة المواد بسرعة مع الحفاظ على الدقة. وتُعد القواطع القابلة للفهرسة مفيدة بشكل خاص في عمليات التصنيع الإنتاجية.
تعدد الاستخدام
يمكن استخدام عملية طحن الكتف على العديد من المواد، بما في ذلك الألومنيوم، والفولاذ الكربوني، والفولاذ المقاوم للصدأ، والحديد الزهر، والنحاس الأصفر، والنحاس، والبلاستيك الهندسي، وبعض المواد المركبة.
مناسب للإنتاج باستخدام الحاسوب (CNC)
تتوافق هذه العملية بشكل جيد مع ماكينات التفريز CNC ومراكز التشغيل وخطوط الإنتاج الآلية. وهي مناسبة لكل من النماذج الأولية والإنتاج بكميات كبيرة.
الصناعات التي تستخدم طحن الكتف
تُستخدم عملية طحن الكتف في العديد من الصناعات التي تُعد فيها الدقة والموثوقية أمراً بالغ الأهمية.
فضاء
تتطلب مكونات صناعة الطيران والفضاء عادةً مواد خفيفة الوزن، وتجاويف معقدة، وجدران رقيقة، ودقة عالية. وتُستخدم عملية طحن الكتف بشكل شائع في تصنيع الأجزاء الهيكلية المصنوعة من الألومنيوم، والأقواس، والهياكل، والمكونات المتعلقة بالمحركات.
سيارات
تستخدم شركات تصنيع السيارات عملية طحن الكتف لأجزاء المحرك، ومكونات ناقل الحركة، والقوالب، والتجهيزات، والأدوات. تدعم هذه العملية كلاً من تطوير النماذج الأولية والإنتاج الضخم.
تصنيع القوالب والقوالب
غالباً ما تتطلب تجاويف القوالب، والحشوات، وأسطح الفصل، والخصائص المتدرجة جدراناً رأسية نظيفة وأكتافاً دقيقة. ويساعد طحن الأكتاف على تحقيق هذه الخصائص بكفاءة.
الأجهزة الطبية
غالباً ما تتطلب المكونات الطبية والأدوات الجراحية وأجزاء الزرع دقة عالية في التصنيع وجودة ثابتة. ويمكن أن تساعد عملية طحن الكتف في إنشاء ميزات دقيقة على الفولاذ المقاوم للصدأ والتيتانيوم والسبائك الخاصة.
الآلات العامة
غالباً ما تتضمن هياكل الآلات والصفائح وعلب التروس والأقواس وأجزاء المعدات الصناعية أكتافاً وفتحات وجيوباً تتطلب عملية طحن الأكتاف.
خاتمة
تُعدّ عملية طحن الأكتاف عملية أساسية في التصنيع باستخدام الحاسوب (CNC) لإنتاج أكتاف بزاوية 90 درجة دقيقة، وجدران جانبية، ودرجات، وفتحات، وجيوب. وتلعب هذه العملية دورًا هامًا في صناعات الطيران والفضاء، والسيارات، وصناعة القوالب، وتصنيع الأجهزة الطبية، والتصنيع الدقيق بشكل عام.
إذا كنت بحاجة إلى قطع مصنّعة بدقة عالية، ذات أكتاف دقيقة وجدران جانبية نظيفة وتفاوتات موثوقة، فإن فريقنا الهندسي على أتم الاستعداد لدعم مشروعك بدءًا من اختيار المواد وتخطيط العمليات وصولًا إلى التصنيع باستخدام الحاسوب (CNC) والفحص النهائي. أرسل إلينا رسوماتك ومتطلبات المواد والكمية ومتطلبات التفاوت، وسنساعدك في اختيار حل التصنيع الأنسب.




