El fresat en pendent ascendent és una de les estratègies de fresat més utilitzades en el mecanitzat CNC modern. Quan s'aplica correctament, pot ajudar a millorar l'acabat superficial, allargar la vida útil de l'eina, reduir la calor de tall i produir peces mecanitzades més precises. Per a moltes aplicacions CNC, especialment les operacions d'acabat i el mecanitzat d'alumini, fresat de pujada sovint és el mètode preferit.
Tanmateix, el fresat en pendent ascendent no és adequat per a totes les màquines, materials o condicions de tall. Requereix una configuració rígida, una subjecció estable de la peça i un control adequat del joc. Si la màquina o el dispositiu no són prou estables, el fresat en pendent ascendent pot causar agafament de l'eina, vibracions, vibracions o errors dimensionals.
Aquesta guia explica què és el fresat en ascens, com funciona, els seus principals avantatges i limitacions, i quan s'ha d'utilitzar en el mecanitzat CNC.
Què és Climb Milling?
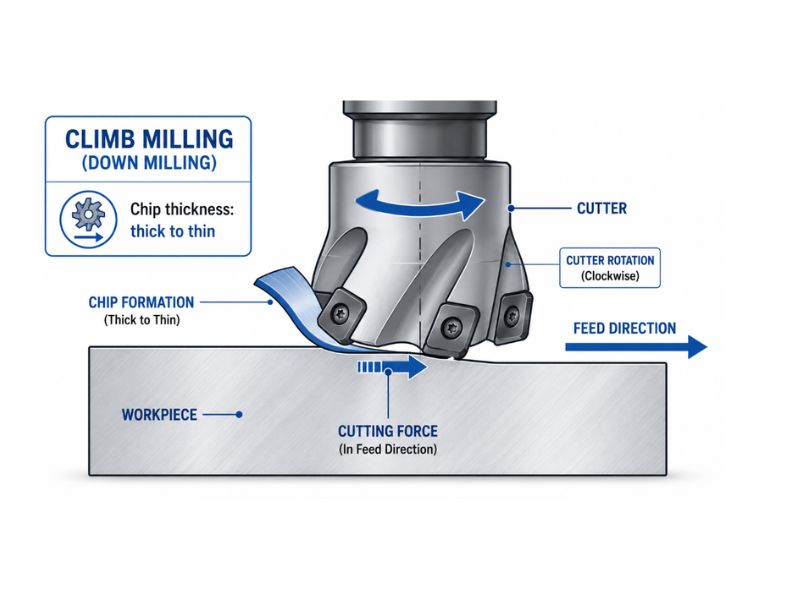
El fresat ascendent, també conegut com a fresat descendent, és un procés de fresat en què l'eina de tall gira en la mateixa direcció que l'alimentació de la peça. En aquest mètode de tall, la fresa "puja" per la peça a mesura que elimina material.
En el fresat ascendent, el tall entra al material amb el gruix màxim de la ferrissa i surt amb un gruix de ferrissa gairebé zero. Aquesta formació de ferrissa gruixuda a prima és una de les principals raons per les quals el fresat ascendent pot produir un acabat superficial més suau i reduir el desgast de l'eina.
Una definició senzilla és:
El fresat ascendent és un procés de mecanitzat on la rotació de la fresa es mou en la mateixa direcció que l'avanç de la peça, creant una encenall que comença gruixuda i es fa més prima a mesura que la fresa surt del material.
Aquesta acció de tall és diferent del fresat convencional, on la fresa gira en contra de la direcció d'alimentació i l'encenall comença a ser prim abans de fer-se més gruixut.
Com funciona el fresat en ascens?
Per entendre el fresat en pendent ascendent, és important observar la relació entre la rotació de la maduixa, la direcció d'avanç i la formació de ferritja.
En el fresat ascendent, la fresa gira en la mateixa direcció en què s'alimenta la peça. Quan el tall entra en contacte amb el material, immediatament fa un tall fort amb el gruix màxim de la ferri. La ferri es torna més prima a mesura que el tall es mou a través del material i surt del tall.
El procés es pot explicar en diversos passos:
- El tallador gira en la mateixa direcció que l'avanç.
- El tall entra a la peça amb el gruix màxim de la ferridura.
- L'encenall es va aprimant gradualment durant el tall.
- La calor és transportada per l'estella.
- Les encenalls s'empenyen darrere del tallador en lloc de ser forçades davant seu.
- La força de tall tendeix a estirar la peça o la taula cap al tallador.
Com que la fresa comença a tallar immediatament en comptes de fregar contra el material, el fresat ascendent pot reduir la fricció i la calor. Això ajuda a protegir el tall de l'eina i a millorar la qualitat superficial de la peça mecanitzada.
Característiques principals del fresat en ascens
El fresat en ascens té diverses característiques definidores:
- La rotació del tallador i la direcció d'alimentació són les mateixes.
- L'estella es forma de gruixuda a prima.
- La vora de tall s'enganxa immediatament al material.
- Hi ha menys fregament al principi del tall.
- Les encenalls normalment s'empenyen darrere del tallador.
- Sovint produeix un millor acabat superficial.
- Requereix una màquina rígida i una subjecció estable.
- Pot crear problemes de reacció en màquines manuals més antigues.
Aquestes característiques fan que el fresat en ascens sigui especialment adequat per al mecanitzat CNC modern, on es controla el joc i l'estructura de la màquina és prou rígida per suportar les forces de tall.
Avantatges del fresat en ascens
El fresat ascendent ofereix diversos avantatges importants per al mecanitzat CNC. Aquests avantatges són la raó principal per la qual s'utilitza habitualment per a peces de precisió, passades d'acabat i superfícies mecanitzades d'alta qualitat.
Millor acabat superficial
Un dels majors avantatges del fresat en pendent ascendent és la millora de l'acabat superficial. Com que l'encenall comença gruixut i es torna més prim, el tall talla el material de manera més neta. Hi ha menys fregament i menys possibilitats de tornar a tallar l'encenall.
En moltes aplicacions, el fresat en pendent deixa menys marques d'eina visibles en comparació amb el fresat convencional. Això el converteix en una bona opció per a peces que requereixen un aspecte net, requisits d'acabat superficial ajustat o passades d'acabat final.
Per a les peces mecanitzades per CNC utilitzades en la indústria aeroespacial, automotriu, dispositius mèdics, robòtica i productes de consum, la qualitat de la superfície pot ser tan important com la precisió dimensional. El fresat ascendent ajuda a aconseguir ambdues coses quan la configuració es controla correctament.
Vida útil més llarga de l'eina
El fresat en pendent ascendent també pot millorar la vida útil de l'eina. Com que el tallador comença amb una encenall real en comptes de fregar a la superfície de la peça, hi ha menys fricció a l'entrada de l'eina. Menys fricció normalment significa menys calor, menys desgast de les vores i un procés de tall més estable.
La formació de ferri gruixut a prim també permet que més calor surti amb el ferri. Això ajuda a reduir l'estrès tèrmic a l'aresta de tall.
Per a tallers que mecanitzen alumini, llautó, plàstics i altres materials no ferrosos, el fresat ascendent pot ajudar a reduir la freqüència de substitució d'eines i millorar l'eficiència de la producció.
Calor de tall més baixa
La calor és una de les principals causes del desgast de les eines, el mal acabat superficial i la inestabilitat dimensional. El fresat en pendent ascendent ajuda a reduir la calor perquè el tall s'enganxa al material de manera eficient i les encenalls allunyen la calor de la zona de tall.
Això és especialment útil quan es mecanitzen materials sensibles a la calor com ara plàstics o metalls tous. La calor excessiva pot fer que les peces de plàstic es fonguin, que les estelles d'alumini s'enganxin al tallador o que les peces primes es deformin.
Amb el refrigerant, la lubricació o el raig d'aire adequats, el fresat en ascens pot mantenir la zona de tall més neta i fresca.
Millor evacuació de xips
En el fresat en pendent ascendent, les encenalls solen dirigir-se darrere de la maduixa. Això ajuda a evitar que les encenalls siguin tornades a tallar pel tall de tall.
El retall de ferriures pot ratllar la superfície mecanitzada, danyar l'eina i augmentar la calor de tall. En millorar l'evacuació de ferriures, el fresat ascendent ajuda a mantenir una millor qualitat de la superfície i un rendiment de mecanitzat més estable.
Això és particularment útil en ranurat, encaixat, fresat de contorns i mecanitzat CNC d'alta velocitat, on el control de ferritja és crític.
Enduriment reduït
El fresat en pendent ascendent pot reduir l'enduriment per deformació en certs materials perquè el tall comença a tallar immediatament en lloc de fregar la superfície. Això és important quan es mecanitzen materials com l'acer inoxidable, els aliatges de níquel o altres metalls que es poden endurir quan es sotmeten a fricció i calor.
Quan es produeix un enduriment per deformació, la següent passada de tall es torna més difícil, el desgast de l'eina augmenta i la qualitat de la superfície pot disminuir. Una estratègia de fresat per descens controlat pot ajudar a reduir aquest risc en condicions adequades.
Millor per acabar les passades
El fresat en desnivell s'utilitza habitualment per a operacions d'acabat perquè pot produir superfícies més llises i dimensions més consistents. Una lleugera passada d'acabat de fresat en desnivell pot eliminar petites marques d'eina deixades pel desbast i millorar l'aspecte final de la peça.
Per a components CNC de precisió, el fresat en pendent s'utilitza sovint en l'operació final de contornejat o perfilat per aconseguir una millor precisió i qualitat superficial.
Desavantatges i limitacions del fresat en ascens
Tot i que el fresat en ascens té molts avantatges, també comporta alguns riscos. No sempre és l'opció més segura ni la millor, sobretot en màquines més antigues o configuracions inestables.
Risc de reacció negativa
El joc és una de les preocupacions més importants en el fresat en pendent ascendent. Com que la maduixa tendeix a arrossegar la peça o la taula de la màquina cap al tall, qualsevol folgança en el sistema d'alimentació de la màquina pot causar un moviment sobtat.
En fresadores manuals més antigues, això pot ser perillós. La fresa pot agafar la peça, estirar la taula cap endavant i crear un tall incontrolat. Això pot danyar l'eina, arruïnar la peça o fins i tot crear riscos de seguretat.
Les màquines CNC modernes solen tenir compensació de joc i sistemes d'accionament rígids, cosa que fa que el fresat en ascens sigui molt més segur i predictible.
Agafament d'eines
Com que la fresa entra al material amb el gruix màxim de la ferridura, el fresat en pendent ascendent pot semblar més agressiu que el fresat convencional. Si la profunditat de tall és massa gran, l'eina és desafilada o la fixació és feble, la fresa pot agafar la peça.
L'agafament d'eines pot provocar vibracions, un mal acabat superficial, trencament d'eines o errors dimensionals. Per evitar-ho, els maquinistes han d'utilitzar avanços i velocitats adequats, eines afilades i una subjecció forta.
Requisit de rigidesa més alt de la màquina
El fresat ascendent requereix una màquina rígida, un eix estable, una fixació segura i una trajectòria d'eina controlada. Si l'estructura de la màquina és feble o la peça no es subjecta fermament, la força de tall pot causar moviment o vibració.
Això és especialment important per a peces de paret prima, peces llargues, eines de diàmetre petit i talls profunds. En aquests casos, fins i tot una petita deflexió pot afectar les dimensions finals.
No és ideal per a superfícies rugoses o escamoses
El fresat ascendent no sempre és la millor opció per a materials amb capes exteriors rugoses o dures. Alguns exemples són l'acer laminat en calent, les peces de fosa, les peces forjades, les superfícies oxidades i els materials amb incrustacions.
Com que la fresa entra amb el gruix màxim de la ferrissa, pot colpejar agressivament la capa superficial dura. Això pot estellar el tall o reduir la vida útil de l'eina. En aquestes situacions, el fresat convencional pot ser més segur per a la primera passada de desbast, mentre que el fresat en pendent es pot utilitzar més tard per a l'acabat.
Possible vibració o parloteig
Si la configuració no és estable, el fresat en pendent ascendent pot causar vibracions. Les vibracions poden deixar marques visibles a la peça, escurçar la vida útil de l'eina i reduir la precisió del mecanitzat.
Les causes comunes inclouen una fixació feble, un enganxament radial excessiu, massa voladís de l'eina, un mal estat de l'eina o paràmetres de tall incorrectes. Reduir la profunditat de tall, millorar la subjecció de la peça i utilitzar una eina més afilada pot ajudar a resoldre el problema.

Quan s'ha d'utilitzar el fresat en ascens?
El fresat en pendent ascendent és una bona opció quan les condicions de mecanitzat són estables i l'objectiu és aconseguir un acabat net, un tall eficient i una vida útil més llarga de l'eina.
Hauries de considerar l'ús del fresat en pujada quan:
- Esteu utilitzant una màquina CNC moderna.
- La màquina té un joc mínim.
- La peça de treball està fixada de manera segura.
- La configuració és rígida i estable.
- Necessiteu un acabat superficial llis.
- Esteu fent una passada final.
- Esteu mecanitzant alumini, llautó, coure o plàstics.
- Voleu una millor evacuació de les encenalls.
- Voleu reduir el desgast de les eines.
- Esteu mecanitzant peces CNC de precisió.
Per a molts tallers CNC, el fresat en ascens és l'opció per defecte per a les operacions d'acabat i per al mecanitzat de materials no ferrosos.
Quan s'ha d'evitar el fresat en escalada?
El fresat en ascens s'ha d'utilitzar amb cura o s'ha d'evitar quan la màquina, el material o la configuració no poden gestionar correctament les forces de tall.
Hauries d'evitar o limitar el fresat en pujada quan:
- La màquina és un molí manual antic amb un joc notable.
- La subjecció de la peça és fluixa o inestable.
- El material té una capa dura o de fosa rugosa.
- El tall és fort i interromput.
- La peça és prima, flexible o mal suportada.
- L'eina tendeix a estirar-se cap a la peça de treball.
- La màquina manca de rigidesa.
- La configuració produeix sorolls o vibracions.
En aquestes condicions, el fresat convencional pot ser més segur, especialment per al desbast o l'eliminació de capes externes dures.
Aplicacions de fresat en ascens
El fresat en pendent s'utilitza en moltes indústries de mecanitzat CNC perquè pot millorar la qualitat de la superfície, la precisió i el rendiment de les eines.
Mecanitzat CNC d'alumini
L'alumini és un dels materials més comuns per al fresat en pendent ascendent. El procés ajuda a crear un acabat superficial net, millora l'evacuació de les ferritges i redueix l'acumulació de tall quan s'utilitza l'eina i el refrigerant adequats.
Peces CNC de precisió
El fresat ascendent s'utilitza sovint per a components de precisió que requereixen toleràncies ajustades i superfícies llises. Aquests inclouen suports, carcasses, connectors, plaques de muntatge i peces mecàniques personalitzades.
Mecanitzat de motlles i matrius
En el treball amb motlles i matrius, la qualitat de la superfície és fonamental. El fresat ascendent és útil per acabar cavitats, contorns, perfils i superfícies 3D on es requereix un acabat suau.
Components aeroespacials
Les peces aeroespacials sovint requereixen una gran precisió, una qualitat superficial fiable i una eliminació de material consistent. El fresat ascendent s'utilitza habitualment en el mecanitzat CNC de components aeroespacials d'alumini i altres peces de precisió.
Peces d'automòbils
Els components d'automoció com ara carcasses d'alumini, suports, peces de motor i components estructurals es poden beneficiar del fresat en ascens quan la qualitat de la superfície i la repetibilitat són importants.
peces de plàstic i metalls no ferrosos
El fresat ascendent també és adequat per a plàstics, llautó, coure i altres metalls no ferrosos. Tanmateix, el control de la calor és important, especialment quan es mecanitzen materials plàstics que es poden estovar o fondre.
Fresat ascendent per a diferents materials
Diferents materials responen de manera diferent al fresat en pendent ascendent. La taula següent ofereix una guia general.
material | És adequat el fresat en escalada? | notes |
Alumini | Sí | Excel·lent per a l'acabat superficial i l'evacuació de ferritxes |
llautó | Sí | Produeix talls nets i bona qualitat de vora |
De coure | Sí | Funciona bé amb eines afilades i una alimentació adequada |
plàstica | Sí | Bon acabat, però cal controlar la calor |
acer inoxidable | depèn | Bo per acabar, però la configuració ha de ser rígida |
titani | depèn | Requereix una màquina estable i paràmetres correctes |
Ferro fos | Algunes vegades | No és ideal per a pells de fosa rugoses |
Acer laminat en calent | Feu servir amb cura | Traieu primer l'escala o utilitzeu un desbast conservador |
Aquesta taula s'hauria d'utilitzar com a punt de partida. La decisió final també depèn de la geometria de l'eina, l'estat de la màquina, els paràmetres de tall i el disseny de la peça.
Fresat per escalada vs fresat convencional
Tot i que aquest article se centra en el fresat en ascens, és útil entendre la diferència bàsica entre el fresat en ascens i el fresat convencional.
Factor | Escalada de fresat | Fresat convencional |
Direcció d'alimentació | Igual que la rotació del tallador | Oposat a la rotació del tallador |
Formació de xips | De gruixut a prim | De prim a gruixut |
Acabat de la superfície | Normalment millor | Normalment més aspre |
Vida de l'eina | Normalment més llarg | Normalment més curt |
Risc de reacció negativa | Superior | Baixeu |
Millor ús | Acabat CNC i configuracions estables | Fresat manual o superfícies rugoses |
En general, el fresat en ascens és el preferit per al mecanitzat CNC modern i les passades d'acabat, mentre que el fresat convencional pot ser més segur per a màquines més antigues o superfícies de materials rugosos.
El fresat en pendent ascendent és millor per a l'acabat o el desbast?
El fresat en pendent generalment és millor per a l'acabat perquè produeix superfícies més llises, redueix el fregament i millora l'evacuació de les ferrilles. Una passada final de fresat en pendent pot millorar la qualitat de la superfície i ajudar a aconseguir un control dimensional més ajustat.
Per al desbast, el fresat en pendent també pot ser eficaç en màquines CNC rígides. Tanmateix, quan es mecanitzen superfícies de material rugoses, descamades o inestables, el fresat convencional pot ser més segur per a la primera passada. Una estratègia habitual és utilitzar primer un mètode de desbast conservador i després utilitzar el fresat en pendent per a la passada d'acabat final.
Conclusió
El fresat ascendent és una estratègia de mecanitzat CNC eficaç que pot millorar l'acabat superficial, allargar la vida útil de l'eina, reduir la calor i permetre una millor evacuació de la ferridura. És especialment útil per a passades d'acabat, mecanitzat d'alumini i peces CNC de precisió.
Per al mecanitzat CNC modern, el fresat ascendent sovint és el mètode preferit quan la qualitat de la superfície, la precisió i l'eficiència són importants.
Necessiteu ajuda per triar l'estratègia de fresat adequada per a les vostres peces CNC? Pengeu els vostres dibuixos o poseu-vos en contacte amb el nostre equip d'enginyeria per a una revisió de fabricabilitat gratuïta.




