黒色酸化皮膜は、費用対効果の高い表面仕上げです。 CNC機械加工部品 黒色の外観、低反射性、適度な耐食性、そして高い寸法精度が求められる用途に適しています。一般的に、鋼部品、締結部品、シャフト、ギア、精密機械部品などに使用されます。
このガイドでは、黒色酸化皮膜の仕組み、適した材料、主な利点と限界、そしてCNC加工部品への適用時期について学びます。
四三酸化鉄皮膜とは何ですか?
黒色酸化皮膜(黒化処理、黒色酸化仕上げとも呼ばれる)は、化学変換皮膜の一種です。塗料や粉体塗装とは異なり、表面を厚い外層で覆うのではなく、金属表面と反応して薄い黒色の酸化皮膜を形成します。
鋼鉄部品の場合、黒色の層は通常、酸化鉄(Fe₃O₄)であるマグネタイトです。この層は部品に濃い黒色の外観を与え、特に油、ワックス、その他のシーラントと組み合わせることで、軽度の腐食に対する耐性を向上させるのに役立ちます。
黒色酸化処理は、炭素鋼、合金鋼、ステンレス鋼、銅、真鍮などに一般的に用いられます。しかし、材料によって必要な処理方法は異なります。例えば、鋼部品には従来型の黒色酸化処理が最もよく用いられますが、アルミニウム部品には通常、黒色酸化処理ではなく黒色陽極酸化処理が施されます。
黒色酸化皮膜の重要な利点の1つは、部品の寸法への影響が非常に少ないことです。そのため、厳しい公差が求められる精密CNC加工部品に適しています。

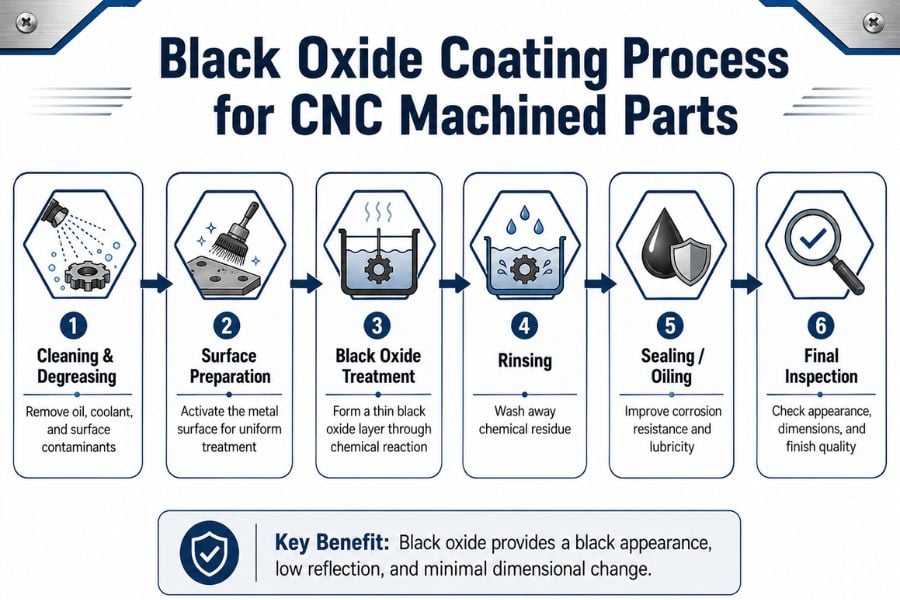
黒色酸化皮膜処理はどのように機能しますか?
黒色酸化処理工程は通常、洗浄、表面処理、化学処理、すすぎ、封止、最終検査の4段階で構成されます。各工程は部品の最終的な外観と性能に影響を与えます。
- 洗浄・脱脂
黒色酸化処理を行う前に、部品を徹底的に洗浄する必要があります。油、切削油、埃、指紋、錆、または加工残渣は化学反応に影響を与える可能性があります。洗浄が不十分だと、色のムラ、シミ、または表面品質の低下を引き起こす可能性があります。
CNC加工部品の場合、切削油やクーラントが穴、ねじ山、溝、複雑な表面に残る可能性があるため、洗浄は特に重要です。
- 表面処理
洗浄後、材質や表面状態によっては、酸洗浄、活性化、その他の前処理が必要となる場合があります。その目的は、金属表面に安定かつ均一な黒色酸化反応を起こせるように準備することです。
表面処理が適切に行われていない場合、最終的なコーティングに色むら、斑点、または不均一な外観が生じる可能性があります。
- 黒色酸化処理
部品は化学溶液に入れられ、制御された反応によって黒色酸化皮膜が形成される。黒色酸化処理プロセスは、それぞれ異なる温度と化学系を用いる。
高温黒色酸化処理は、通常、高品質の鋼部品に使用されます。生産ニーズ、コスト、部品の要件に応じて、中温および低温黒色酸化処理も利用可能です。
- すすぎ
化学処理後、部品は化学物質の残留物を除去するためにすすぎ洗いされます。すすぎが不十分だと、仕上げ後にシミ、腐食、または表面汚染の原因となる可能性があります。
- シーリングまたはオイル塗布
黒色酸化処理だけでは、耐食性は限られています。保護性能を高めるため、通常は部品に油、ワックス、またはシーラントを塗布します。この工程は、防錆性を向上させ、部品の表面をより滑らかに仕上げるため、非常に重要です。
- 終 検査
加工完了後、部品の色ムラ、汚れ、錆、傷、塗装不良、寸法、梱包要件などを検査する必要があります。精密CNC加工部品の場合は、加工完了後に重要な寸法を再度確認する必要があります。
四三酸化鉄皮膜仕上げの種類
黒色酸化皮膜処理には、高温黒色酸化皮膜処理、中温黒色酸化皮膜処理、低温黒色酸化皮膜処理の3つの一般的な種類があります。
ホットブラックオキサイド
高温黒色酸化処理は、鋼部品に最も広く用いられている処理方法です。高温で処理することで、耐久性に優れた均一な黒色仕上げが得られます。歯車、シャフト、締結部品、工具部品、その他の精密鋼部品に適しています。
この処理は通常、冷間黒色酸化処理よりも優れた耐久性と外観を提供するが、より厳密な工程管理と専門的な設備が必要となる。
中温四三酸化鉄皮膜
中温黒色酸化処理は、高温黒色酸化処理よりも低い温度で処理されます。エネルギー消費量を削減できる可能性があり、高温に弱い部品にも有効な場合があります。
外観や保護性能は優れているが、その性能は具体的な製造工程や材料によって左右される。
冷黒酸化皮膜
冷間黒色酸化処理は室温で行われます。補修、少量生産、修理作業、装飾用途などによく用いられます。高温黒色酸化処理に比べて簡単でコストも抑えられますが、耐久性や耐摩耗性は劣ります。
タイプ | 耐久性 | 以下のためにベスト | 制限 |
ホットブラックオキサイド | ハイ | スチール製CNC加工部品、ギア、シャフト、ファスナー | 厳格なプロセス管理が必要 |
中温四三酸化鉄皮膜 | グッド | 高温に弱い部品 | 高温処理よりも耐久性が低い可能性がある |
冷黒酸化皮膜 | 低くなる | 補修、小ロット生産、装飾部品 | 耐摩耗性および耐腐食性が劣る |
黒色酸化皮膜処理に適した材料
黒色酸化皮膜を選択する際、材料の選定は最も重要な要素の一つです。すべての金属が同じ黒色酸化処理に適しているわけではありません。
材料 | 黒色酸化処理に適していますか? | Notes |
炭素鋼 | はい | 黒色酸化物の最も一般的な材料 |
合金鋼 | はい | シャフト、ギア、ファスナー、工具部品に適しています。 |
ステンレス鋼 | はい、特別なプロセスで | 特殊な黒色酸化処理が必要 |
銅 | 可能 | 通常は銅の黒化処理を用いる |
真鍮 | 可能 | 装飾部品や低反射部品によく用いられる。 |
アルミ | 典型的ではない | 黒色アルマイト処理が一般的に好まれる。 |
亜鉛 | 限定的 | 慎重なプロセス評価が必要 |
アルミニウム製のCNC加工部品の場合、黒色アルマイト処理はアルミニウム表面専用に設計されており、外観と耐腐食性に優れているため、通常はより良い選択肢となります。
CNC加工部品における黒色酸化処理の利点
最小限の寸法変化
黒色酸化皮膜は非常に薄い化成層を形成します。粉体塗装や一部のめっき処理のように厚いコーティングを形成することはありません。そのため、厳しい公差と正確な組み立てが重要な精密CNC加工部品に適しています。
一般的な例としては、シャフト、ピン、ギア、ブッシング、治具、ねじ部品などが挙げられる。
魅力的な黒の外観
黒色酸化処理は、金属部品に清潔感のある黒色外観を与えます。後処理によって、マット、サテン、またはわずかに光沢のある仕上がりになります。そのため、機能部品と製品の目に見える部品の両方に適しています。
低照度反射
黒色酸化物は表面反射を低減します。これは、光学機器、測定機器、医療機器、銃器部品、その他グレアを低減する必要がある部品に有効です。
軽度の耐腐食性
油やワックスで密封すれば、黒色酸化物は軽度から中程度の耐食性を発揮します。多くの屋内環境や温度・湿度管理された環境に適していますが、強力な防食コーティングとして扱うべきではありません。
費用対効果の高い仕上げ
めっき、コーティング、塗装などの処理方法と比較すると、黒色酸化処理は多くの場合、より経済的です。外観、基本的な保護性能、コスト管理が重要な、大量生産される鋼部品に適しています。
潤滑性の向上
オイルシールされた黒色酸化皮膜処理部品は、表面潤滑性を向上させることができます。これは、ファスナー、摺動部品、およびより滑らかな動きが求められる機械部品に役立ちます。
黒色酸化皮膜の限界
黒色酸化物には多くの利点がある一方で、限界もある。
まず、追加の保護処理を行わない限り、腐食性の高い環境には適していません。屋外、海洋環境、高湿度、または塩水噴霧にさらされる環境では、亜鉛メッキ、ニッケルメッキ、粉体塗装、またはその他の保護仕上げの方が適している場合があります。
第二に、黒色酸化皮膜は通常、耐擦傷性が限られています。表面に傷がついたり摩耗したりすると、保護効果が低下する可能性があります。
第三に、耐食性はシーリングに大きく依存する。油、ワックス、またはシーラントがない場合、黒色酸化皮膜は十分な防錆効果を発揮しない可能性がある。
最後に、色の均一性は、材料の組成、熱処理条件、表面処理、および工程管理によって影響を受ける可能性があります。
黒色酸化処理とその他の表面処理の比較
CNC加工部品の表面仕上げを選択する際には、黒色酸化処理と他の一般的な仕上げ方法を比較検討すると良いでしょう。
表面仕上げ | 主な利点 | 厚さの影響 | 耐食性 | 最適なアプリケーション |
ブラックオキサイド | 黒色の外観と最小限の寸法変化 | 非常に低い | オイル入りでマイルドから中程度の辛さ | 鋼製精密部品 |
亜鉛メッキ | 優れた耐腐食性 | 穏健派 | グッド | 留め具、ブラケット、金具 |
ニッケルメッキ | 耐摩耗性と耐食性 | 穏健派 | 良いから素晴らしい | 精密部品および装飾部品 |
陽極酸化 | アルミ部品に適しています | 低から中 | グッド | アルミCNCパーツ |
粉体塗装 | 色褪せや表面の保護に優れた効果を発揮します。 | ハイ | グッド | 装飾部品および屋外部品 |
Phosphate Coating | 優れたオイル保持力 | ロー | 穏健派 | 自動車および機械部品 |
黒色酸化処理は、部品に黒色の外観、低反射、そして寸法変化の最小化が求められる場合に適した選択肢です。より高い耐食性が求められる場合は、めっきまたはコーティングの方が適しているでしょう。
黒色酸化処理を施したCNC加工部品の一般的な用途
黒色酸化皮膜は、さまざまな産業で広く利用されています。
自動車産業では、ギア、シャフト、ブッシュ、ファスナー、ブラケットなどに使用されます。これらの部品には、耐摩耗性、黒色の外観、そして寸法精度が求められることがよくあります。
航空宇宙分野では、低反射性と寸法安定性が重要なネジ、継手、精密鋼部品などに黒色酸化物が使用されることがある。
医療機器や光学機器において、黒色酸化物はグレアを軽減し、工具や部品の視覚性能を向上させるのに役立ちます。
産業機械においては、治具、ピン、スペーサー、工具部品、その他の機械部品に一般的に使用される。
黒色酸化処理は、耐久性のある黒色の金属外観が求められる銃器部品、スポーツ用品、電子機器部品、および消費者向け製品部品にもよく用いられます。
業種 | インポートパーツ | なぜ黒色酸化物を使用するのか? |
自動車 | シャフト、ギア、ファスナー | 耐摩耗性と黒色の外観 |
航空宇宙 | ネジ、継手、精密部品 | 低反射性と寸法安定性 |
医療 | 外科用器具、手術器具部品 | グレアの軽減 |
機械 | 固定具、ピン、スペーサー | コスト効率の高い保護 |
ディスプレイ・電子機器関連 | ハウジング、ブラケット | 装飾的な黒色仕上げ |
よくある欠陥とその回避方法
黒色酸化物の品質は、適切な洗浄、工程管理、材料の均一性、および封止によって決まります。
色のムラはよくある問題の一つです。これは、洗浄不良、表面処理の不均一、または浴槽の状態の不安定さなどが原因となる可能性があります。解決策としては、洗浄を改善し、工程パラメータを管理し、仕上げ前に部品を検査することです。
塗装後に部品が適切に密封または乾燥されていない場合、錆が発生する可能性があります。適切なオイル、ワックス、または防錆包装を使用することで、このリスクを軽減できます。
シミや汚れは、すすぎ水の汚染、化学物質の残留、または乾燥不良が原因で発生する可能性があります。清潔なすすぎと適切な乾燥が重要です。
原料組成や熱処理条件の違いにより、ロット間で色の違いが生じる場合があります。量産においては、本格的な生産を開始する前にサンプルを確認することをお勧めします。
欠陥 | 考えられる原因 | 解決策 |
色ムラ | 洗浄不良または不安定なプロセス | 洗浄とプロセス制御を改善する |
Rust | 密封不良または包装不良 | オイル、ワックス、防錆剤入りの包装材を使用する |
スポット | 汚染されたすすぎ水 | すすぎと乾燥を改善する |
カラーバリエーション | 異なる材料ロット | 量産前にサンプルを確認する |
見た目が悪い | 表面の汚染 | 前処理検査を強化する |
黒色酸化皮膜の品質試験
CNC加工部品の場合、出荷前に品質検査を行うことが重要です。
目視検査は、色、汚れ、錆、傷、および全体的な外観を確認するために行われます。耐腐食性に関する要件が顧客によって指定されている場合は、塩水噴霧試験が使用されることがあります。
寸法検査は、厳しい公差が求められる部品にとって重要です。黒色酸化処理は厚みへの影響は最小限ですが、仕上げ後には主要な寸法を必ず確認する必要があります。
表面が安定していて清潔かどうかを確認するために、摩擦試験や接着性検査が行われる場合があります。輸出注文の場合は、梱包検査も重要です。輸送時間や環境によっては、防錆袋、乾燥剤、油紙、または真空包装が必要になる場合があります。
黒色酸化処理を施したCNC部品の設計と購入に関するヒント
黒色酸化皮膜処理を施したCNC加工部品を調達する際、購入者は供給業者に完全な技術情報を提供する必要があります。
まず、基材を確認してください。炭素鋼、ステンレス鋼、銅、真鍮、アルミニウムなどでは、それぞれ異なる仕上げ工程が必要となる場合があります。
次に、希望する外観を定義します。例えば、部品にはマットブラック、サテンブラック、またはオイルシールブラック仕上げが必要になる場合があります。
第三に、重要な寸法と公差を特定します。これは、サプライヤーが機械加工および仕上げ工程において重要な組立部品を保護するのに役立ちます。
第四に、作業環境について説明します。屋内使用、屋外使用、湿度、塩水噴霧、高温、油との接触、化学物質への曝露などは、仕上げ材の選択に影響を与える可能性があります。
最後に、図面、3Dファイル、材料グレード、表面仕上げ要件、検査基準、および梱包要件を提供してください。大量生産の場合は、量産前にサンプルを作成することをお勧めします。
黒色酸化皮膜はどのような場合に選択すべきでしょうか?
黒色酸化処理は、CNC加工部品に黒色の外観、低反射性、適度な耐食性、寸法変化の最小化、そして費用対効果の高い仕上げが必要な場合に最適な選択肢です。
特に、鋼製の精密部品、締結部品、シャフト、ギア、治具、ピン、ブッシング、工具部品などに適しています。
しかし、海洋環境、長期の屋外使用、高塩分環境、または強力な防食が必要な部品には、最適な選択肢ではないかもしれません。そのような場合は、亜鉛メッキ、ニッケルメッキ、粉体塗装、またはその他の仕上げの方が適している可能性があります。
アルミニウム部品の場合、通常は黒色アルマイト処理が好まれる。
黒色酸化皮膜のコスト要因
黒色酸化皮膜処理のコストは、材料の種類、部品のサイズ、形状、バッチ数量、表面処理要件、処理方法、封止方法、検査基準、梱包要件など、いくつかの要因によって異なります。
大量生産されるシンプルな鋼製部品は、一般的にコスト効率が良い。一方、外観基準が厳格であったり、深い穴やねじ山があったり、高い耐腐食性が求められたり、特殊な梱包が必要であったりする複雑な部品は、総コストが増加する可能性がある。
正確な見積もりを受け取るには、購入者は図面、材料情報、数量、仕上げ要件、および用途の詳細を提供する必要があります。
結論
黒色酸化皮膜は、黒色の外観、低反射性、適度な耐食性、および寸法変化の最小化が求められるCNC加工部品にとって、費用対効果の高い表面処理方法です。鋼部品、締結部品、シャフト、ギア、治具、精密部品などに広く用いられています。
信頼性の高い仕上がりを実現するには、適切な材料、洗浄工程、シーリング方法、そして品質管理が不可欠です。過酷な環境や腐食性の高い環境では、他の保護仕上げの方が適している場合があります。
黒色酸化皮膜処理を施したCNC加工部品が必要ですか?図面、材質、仕上げ要件、用途の詳細をお送りください。当社のエンジニアリングチームが、最適な加工・仕上げソリューションをご提案いたします。
よくある質問
Q: 黒色酸化皮膜は錆を防ぐ効果がありますか?
A:黒色酸化処理は、特に油やワックスで密封した場合、耐食性を向上させることができます。ただし、亜鉛メッキ、ニッケルメッキ、粉体塗装のような強力な防錆効果はありません。
Q:黒色酸化皮膜処理は部品の寸法に影響しますか?
A:黒色酸化皮膜は薄い変換層を形成するため、部品の寸法にほとんど影響を与えません。そのため、精密なCNC加工部品に適しています。
Q:黒色酸化処理は亜鉛メッキよりも優れていますか?
A:用途によります。黒色酸化処理は黒色の外観と寸法変化の少なさを重視する場合に適していますが、亜鉛メッキは通常、より強力な耐食性を提供します。
Q:ステンレス鋼に黒色酸化皮膜処理を施すことは可能ですか?
A:はい、ステンレス鋼に黒色酸化皮膜を施すことは可能ですが、標準的な鋼材の黒色酸化処理とは異なる特別な工程が必要です。
質問:アルミニウムに黒色酸化皮膜をコーティングすることは可能ですか?
A:従来の黒色酸化処理はアルミニウムにはあまり使用されません。アルミニウムのCNC加工部品に黒色仕上げが必要な場合は、通常、黒色アルマイト処理の方が適しています。




