Metaalgieten Gieten is een complex proces waarbij gesmolten metaal onder hoge druk wordt behandeld. Daardoor kunnen er onverwachte situaties ontstaan die de kwaliteit van het eindproduct kunnen beïnvloeden. Deze problemen zijn kenmerkend voor gietfouten en vormen een grote zorg voor fabrikanten.
De hele gieten Productie is een complex proces met meerdere stappen en het technische niveau van elk proces verschilt aanzienlijk. De vaardigheden van de operator, kwaliteitsmanagement en de status van de apparatuur hebben allemaal een directe invloed op de uiteindelijke kwaliteit van het gietstuk. Deze uitgebreide gids belicht de verschillende soorten gietfouten en belicht veelvoorkomende problemen die tijdens het gietproces kunnen optreden.
Soorten gietfouten
Gietfouten kunnen zich in verschillende vormen voordoen, die elk unieke uitdagingen voor fabrikanten opleveren.
Oppervlaktedefecten
Oppervlaktefouten ontstaan aan de buitenkant van het gegoten product en kunnen het uiterlijk en de functionaliteit ervan aanzienlijk beïnvloeden.
1. Speldengaatjes

Oorzaken van speldengaatjes
- Onvoldoende schimmelventilatie:Onvoldoende ventilatie in de mal kan leiden tot insluiting van gassen, waardoor er tijdens het stollen speldenprikgaatjes ontstaan.
- Slechte ontgassing van gesmolten metaal:Het onvolledig verwijderen van gassen uit het gesmolten metaal vóór het gieten draagt bij aan de vorming van gaatjes.
- Vocht in vormzand:Een te hoog vochtgehalte in het vormzand kan leiden tot stoomontwikkeling tijdens het gieten, waardoor er gaatjes ontstaan.
Oplossingen
- Verbeterde schimmelventilatie: Verbeter het ontwerp van de ventilatieopeningen in de mal om het ontsnappen van gassen tijdens het gietproces te vergemakkelijken.
- Effectieve ontgassingstechnieken:Pas robuuste ontgassingsmethoden toe om gassen uit het gesmolten metaal te verwijderen voordat het wordt gegoten.
- Geoptimaliseerd vormzand:Controleer en bewaak het vochtgehalte in het vormzand om de vorming van stoom en daaropvolgende gaatjes te voorkomen.
2. Koude sluitingen
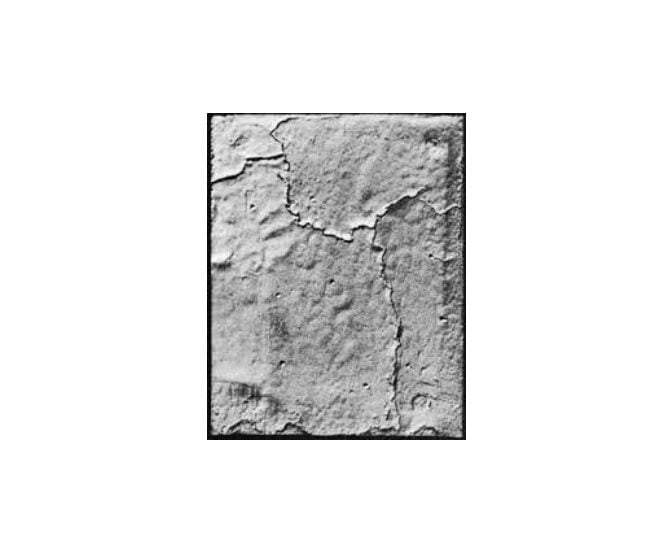
Koude sluitingen, zichtbare lijnen of naden op het oppervlak van het gegoten metaal, ontstaan wanneer het gesmolten metaal tijdens het gieten niet goed smelt.
Oorzaken van koude afsluitingen
- Onvoldoende giettemperatuur:Een te lage temperatuur van het gesmolten metaal kan leiden tot onvolledige smelting tijdens het gietproces.
- Slecht poortontwerp:Een onjuist ontwerp van het afsluitsysteem kan leiden tot een onregelmatige metaalstroom, wat bijdraagt aan koude sluitingen.
- Onjuiste vulling van de mal:Problemen tijdens het vullen van de mal, zoals turbulentie of onderbrekingen, kunnen onvolledige versmelting veroorzaken.
Oplossingen
- Optimale giettemperatuur:Zorg ervoor dat de temperatuur van het gesmolten metaal geschikt is voor het specifieke gietstuk, zodat er een goede smelting ontstaat.
- Goed ontworpen poortsysteem:Ontwikkel een efficiënt afsluitsysteem dat zorgt voor een gelijkmatige metaalstroom en de kans op koude sluitingen verkleint.
- Voorzichtig vullen van de mal:Voer maatregelen uit om te zorgen voor een soepel en ononderbroken vulproces van de mal om de smelting te verbeteren.
Gasporositeit houdt in dat er kleine gasbelletjes in het gegoten metaal aanwezig zijn, waardoor de structurele integriteit wordt aangetast.
Oorzaken van gasporositeit
- Vocht in vormzand:Een hoog vochtgehalte in het vormzand kan leiden tot gasvorming tijdens het stollen.
- Onvoldoende ventilatie:Slechte ventilatie in de mal belemmert de ontsnapping van gassen, waardoor deze ingesloten raken.
- Reactie van gesmolten metaal:Bepaalde metalen kunnen reageren met vocht of andere verontreinigingen, waardoor gasbellen ontstaan.
Oplossingen
- Gecontroleerd vochtgehalte:Controleer en beheers het vochtgehalte in het vormzand om gasvorming te minimaliseren.
- Verbeterde schimmelventilatie:Verbeter de ventilatie van de mal om een effectieve afvoer van gassen tijdens het stollen te bewerkstelligen.
- Metaalbehandeling:Overweeg het gebruik van additieven of behandelingen om de reactiviteit van gesmolten metaal te verminderen en de vorming van gasbellen te voorkomen.
Dimensionale defecten
Maatafwijkingen bij het gieten, zoals krimp en kromtrekken, kunnen een grote impact hebben op de vorm en integriteit van het eindproduct.
1.Krimp

Krimp is een veelvoorkomend maatafwijking, waarbij de grootte of het volume van het gegoten metaal afneemt naarmate het stolt.
Oorzaken van krimp
- Krimp door stolling: Tijdens de faseovergang van vloeistof naar vast ondergaat het metaal een volumeverkleining.
- Krimp van afkoelend metaal: Wanneer het metaal afkoelt, krimpt het, wat leidt tot verdere krimp.
- Onvoldoende voeding:Onvoldoende toevoer van gesmolten metaal om krimp tijdens het stollen te compenseren.
Oplossingen
- Risers en voersystemen:Implementeer goed ontworpen stijgleidingen en toevoersystemen om extra gesmolten metaal aan te voeren en krimp te compenseren.
- Goede koeling:Controleer de afkoelsnelheid om abrupte krimp te minimaliseren en zo de algehele krimp te beperken.
- Geoptimaliseerd gietontwerp:Ontwerp het gietstuk met aandacht voor een gelijkmatige dikte om differentiële afkoeling en krimp te minimaliseren.
2.Kromtrekken
Kromtrekken is het vervormen of vervormen van gegoten metaal, waardoor onregelmatige vormen of oneffen oppervlakken ontstaan.
Oorzaken van kromtrekken
- Niet-uniforme koeling: Door de verschillende koelsnelheden van het gietstuk ontstaan er ongelijkmatige krimpingen, wat kromtrekken tot gevolg heeft.
- Restspanningen:Ongelijke verdeling van de spanningen tijdens het afkoelen veroorzaakt kromtrekken.
- Onvoldoende ondersteuning tijdens koeling:Onjuiste ondersteuning of beperkingen tijdens de afkoelingsfase dragen bij aan kromtrekken.
Oplossingen
- Uniforme koelsnelheid:Zorg voor een gelijkmatige koelsnelheid over het gehele gietstuk om differentiële samentrekkingen en daaruit voortvloeiend kromtrekken te voorkomen.
- Stressverlichtende warmtebehandeling:Pas gecontroleerde warmtebehandelingsprocessen toe om restspanningen te verminderen en kromtrekken tot een minimum te beperken.
- Goede castingondersteuning:Ontwerp een adequaat ondersteuningssysteem voor het gietstuk tijdens de afkoelingsfase om vervorming te voorkomen.
Interne defecten
Interne defecten bij het gieten vormen aanzienlijke uitdagingen voor de structurele integriteit en functionaliteit van het eindproduct. Het is cruciaal om de specifieke kenmerken van deze defecten, waaronder insluitsels, blaasgaten en hete scheuren, te onderzoeken om hun oorsprong te begrijpen en effectieve maatregelen te nemen.
1. Insluitsels
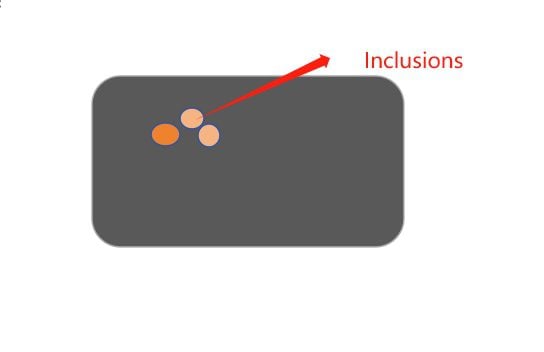
Insluitsels zijn vreemde deeltjes of materialen die tijdens het gietproces in het gegoten metaal terechtkomen. Deze onzuiverheden kunnen variëren van oxiden en niet-metalen materialen tot zand en vuurvaste deeltjes. De aanwezigheid van insluitsels tast de mechanische eigenschappen van het metaal aan, wat leidt tot een verminderde sterkte en mogelijk ook tot een nadelige invloed op de oppervlakteafwerking.
Oorzaken van insluitsels
- Verontreinigde grondstoffen:Door het gebruik van onzuivere of verontreinigde grondstoffen komen er vreemde elementen in het gesmolten metaal terecht, waardoor insluitsels ontstaan.
- Degradatie van refractair materiaal:Als de vuurvaste materialen in de mal of de smeltkroes afbreken, kunnen deeltjes van deze materialen zich vermengen met het gesmolten metaal, waardoor insluitsels ontstaan.
- Onvolledige ontgassing:Gassen die in het gesmolten metaal aanwezig zijn, kunnen, als ze niet op de juiste manier worden verwijderd door middel van ontgassing, tijdens het stollen bellen en insluitsels vormen.
Oplossingen
- Hoogwaardige grondstoffen:Zorg ervoor dat er zuivere en hoogwaardige grondstoffen worden gebruikt om het risico op besmetting en insluitsels tot een minimum te beperken.
- Regelmatig onderhoud van vuurvaste materialen:Controleer en onderhoud de vuurvaste materialen regelmatig om te voorkomen dat ze kapotgaan en er deeltjes in het gesmolten metaal terechtkomen.
- Effectieve ontgassingstechnieken:Pas geavanceerde ontgassingsmethoden toe, zoals vacuüm- of inertgasontgassing, om gassen grondig te verwijderen en de kans op gasinsluitsels te verkleinen.
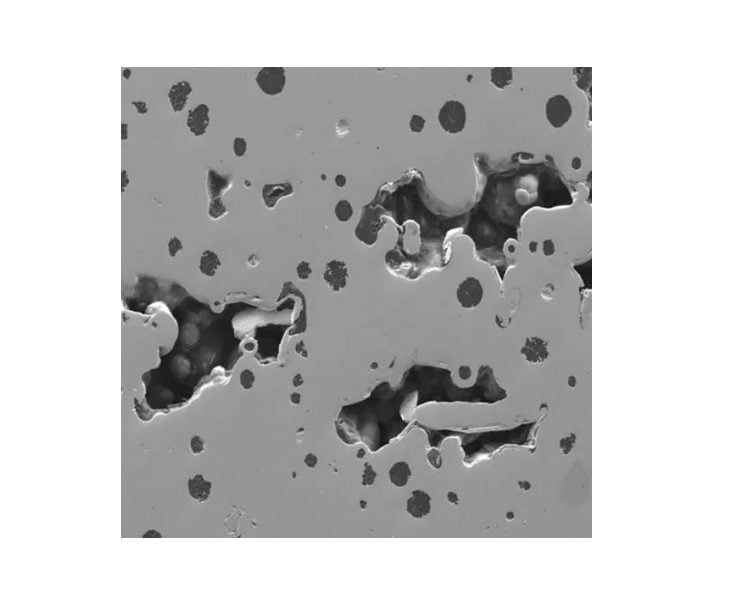
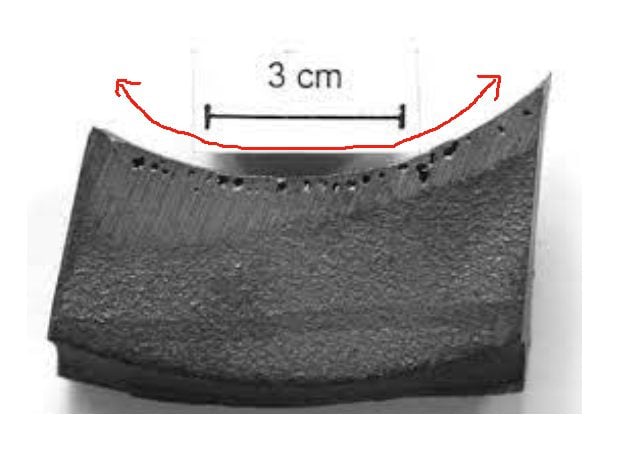
2.Blaasgaten

Blowholes zijn holtes of gaten die in het gegoten metaal ontstaan door insluiting van gassen tijdens het stollingsproces. Deze holtes kunnen variëren in grootte en verdeling, wat zowel het uiterlijk als de mechanische eigenschappen van het eindproduct beïnvloedt.
Oorzaken van blaasgaten
- Gasinsluiting:Onvoldoende ventilatie en ontgassing tijdens het gietproces kunnen leiden tot insluiting van gassen in het gesmolten metaal, waardoor er blaasgaten ontstaan.
- Vocht in vormzand:Een te hoog vochtgehalte in het vormzand kan ervoor zorgen dat er stoom ontstaat tijdens het gieten, wat bijdraagt aan de vorming van blaasgaten.
- Onjuiste schimmelventilatie:Als het ontluchtingssysteem van de schimmel slecht is ontworpen, kan dit de ontsnapping van gassen belemmeren, wat kan leiden tot het ontstaan van blaasgaten.
Oplossingen
- Verbeterde ontluchting en ontgassing:Verbeter de ontluchtingssystemen van de mal en de ontgassingstechnieken om gassen effectief uit het gesmolten metaal te verwijderen.
- Geoptimaliseerd vormzand:Controleer het vochtigheidsniveau in het vormzand om stoomontwikkeling en daaropvolgende blaasgaten tot een minimum te beperken.
- Geschikt ontwerp voor schimmelontluchting:Zorg ervoor dat de ventilatieopeningen voor de mal goed zijn ontworpen en geplaatst, zodat gassen gemakkelijker kunnen ontsnappen en er geen blaasgaten ontstaan.
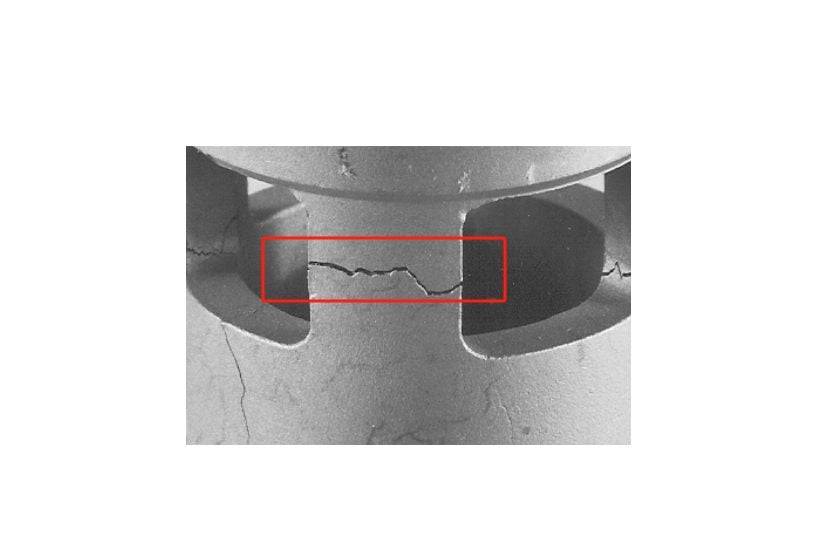
3.Hete Tranen

Warme scheuren, ook wel stressfracturen genoemd, zijn interne scheuren of breuken die in het gietstuk ontstaan door ongelijkmatige afkoeling en stolling.
Oorzaken van hete tranen
- Differentiële koelsnelheden:Door variaties in de afkoelsnelheid van het gietstuk ontstaan thermische spanningen, waardoor er hete scheuren ontstaan.
- Beperkte koeling:Onvoldoende ruimte voor samentrekking of onvoldoende ondersteuning tijdens de afkoelingsfase draagt bij aan de vorming van hete tranen.
- Onvoldoende materiaaleigenschappen:Slechte materiaaleigenschappen, zoals een lage ductiliteit, kunnen ervoor zorgen dat het gietstuk gevoelig is voor scheuren door hitte.
Oplossingen
- Gecontroleerde koelomstandigheden:Implementeer gecontroleerde en gelijkmatige koelprocessen om de verschillen in koelsnelheden te minimaliseren en het risico op hete scheuren te beperken.
- Goede castingondersteuning:Ontwerp een geschikt ondersteuningssysteem om belemmeringen te voorkomen en een gelijkmatige koeling mogelijk te maken, waardoor de kans op hete tranen wordt verminderd.
- Geoptimaliseerde materiaalkeuze:Kies materialen met de juiste eigenschappen, waaronder voldoende ductiliteit, om het ontstaan van scheuren door hete temperaturen te voorkomen.
Matrijsmateriaaldefecten
Naast interne en oppervlaktefouten in gietstukken kunnen ook materiaalfouten in de mal invloed hebben op de kwaliteit van het eindproduct.
1. Schimmel erosie

Schimmelerosie is een defect dat wordt gekenmerkt door de geleidelijke slijtage van het matrijsmateriaal tijdens opeenvolgende gietcycli. Deze erosie kan leiden tot verlies van matrijsafmetingen en oppervlakteafwerking.
Oorzaken van schimmelerosie
- Hoge temperatuur en metaalroering:Gesmolten metaal bij hoge temperaturen in combinatie met turbulente metaalstroming kan schimmelerosie versnellen.
- Schurende aard van gesmolten metaal: Bepaalde metalen, vooral metalen met schurende verontreinigingen, kunnen bijdragen aan verhoogde slijtage van het matrijsoppervlak.
- Onvoldoende schimmelcoating:Onvoldoende of gedegradeerde malcoating kan ervoor zorgen dat het malmateriaal direct in contact komt met het gesmolten metaal, wat leidt tot erosie.
Oplossingen
- Geoptimaliseerde gietomstandigheden:Controleer de giettemperatuur en de metaalstroom om de invloed van het schurende materiaal op de mal tot een minimum te beperken.
- Gebruik van elastische schimmelcoatings:Breng hoogwaardige malcoatings aan en onderhoud deze om een beschermende barrière te creëren tussen de mal en het gesmolten metaal.
- Regelmatig onderhoud:Controleer en renoveer mallen regelmatig om tekenen van erosie aan te pakken en verdere ontwikkeling te voorkomen.
2. Schimmelvorming
Oorzaken van schimmelscheuren
- Thermische spanningen:Snelle en ongelijkmatige afkoeling van de mal kan thermische spanningen veroorzaken, waardoor er scheuren kunnen ontstaan.
- Onvoldoende voorverwarming van de mal:Onvoldoende voorverwarmen van de mal kan leiden tot een thermische schok, waardoor er tijdens het gieten scheuren kunnen ontstaan.
- Materiële vermoeidheid:Herhaalde thermische cycli en blootstelling aan gesmolten metaal kunnen vermoeidheid in het malmateriaal veroorzaken, wat kan bijdragen aan scheuren.
Oplossingen
- Gecontroleerde koelsnelheden:Implementeer gecontroleerde en gelijkmatige koelprocessen om thermische spanningen te minimaliseren en de kans op scheuren in de schimmel te verkleinen.
- Correct voorverwarmen van de mal:Zorg ervoor dat de mal voldoende voorverwarmd is om thermische schokken en de daarmee gepaard gaande scheuren te voorkomen.
- Materiaalkeuze:Kies malmaterialen die voldoende thermische stabiliteit en weerstand tegen vermoeiing hebben om scheurvorming te voorkomen.
3. Schimmelzwelling
Onder schimmelzwelling verstaan we het uitzetten of vervormen van het malmateriaal tijdens het gietproces, wat leidt tot onnauwkeurigheden in de afmetingen van het eindproduct.
Oorzaken van schimmelzwelling
- Reactie met gesmolten metaal:Bepaalde malmaterialen kunnen reageren met specifieke metalen, waardoor zwelling of vervorming ontstaat.
- Onvoldoende koeling: Onvoldoende koeling van de mal tijdens het gietproces kan bijdragen aan overmatige warmteopname en zwelling.
- Materiële degradatie: Continue blootstelling aan gesmolten metaal kan het malmateriaal aantasten, wat tot zwelling kan leiden.
Oplossingen
- Compatibiliteitstesten:Zorg ervoor dat het malmateriaal en het gegoten metaal compatibel zijn om te voorkomen dat er negatieve reacties optreden die tot zwelling kunnen leiden.
- Geoptimaliseerde koeling:Pas effectieve koelstrategieën toe om de structurele integriteit van de mal te behouden en overmatige warmteabsorptie te voorkomen.
- Regelmatige inspectie en vervanging:Controleer mallen regelmatig op tekenen van degradatie en vervang ze indien nodig om zwelling te voorkomen.
Preventie en kwaliteitscontrole
Om de kwaliteit van gietstukken te waarborgen, zijn preventieve maatregelen, strenge kwaliteitscontroleprocedures en geavanceerde inspectietechnieken nodig.
Geavanceerde giettechnologieën
Geavanceerde giettechnologieën spelen een cruciale rol bij het verbeteren van de algehele kwaliteit, efficiëntie en precisie van het gietproces. Deze technologieën maken gebruik van geavanceerde methoden om veelvoorkomende uitdagingen aan te pakken en de productie van hoogwaardige gietstukken te optimaliseren.
1. Computerondersteund ontwerp (CAD) en simulatie
Computer-Aided Design (CAD) maakt het mogelijk om gedetailleerde en nauwkeurige digitale modellen van gegoten componenten te maken. Door middel van simulatie kunnen fabrikanten analyseren hoe gesmolten metaal zal vloeien, stollen en mogelijk defecten zal vormen. Deze proactieve kennis maakt ontwerpaanpassingen mogelijk voordat het fysieke gietproces begint, waardoor de kans op defecten wordt verkleind.
2. 3D-printen in gietpatronen
3D-printtechnologie maakt het mogelijk om complexe gietpatronen met hoge precisie te produceren. Deze methode versnelt niet alleen het patroonmaakproces, maar maakt het ook mogelijk om complexe geometrieën te creëren die met traditionele methoden een uitdaging kunnen zijn. Verbeterde patroonnauwkeurigheid draagt bij aan de algehele vermindering van gietfouten.
Hoe kun je doorgaans interne defecten in gietstukken detecteren?
Voor het opsporen van interne defecten in gietstukken worden doorgaans verschillende niet-destructieve testmethoden gebruikt. Deze methoden kunnen helpen bij het opsporen van diverse problemen in gietstukken, zoals poriën, slakinsluitsels, scheuren, enz. Hieronder volgen enkele veelgebruikte methoden voor het opsporen van interne defecten in gietstukken:
Inspectietechnieken |
|
X-ray inspectie | Dit is zeer effectief voor het detecteren van defecten met grote dichtheidsverschillen (zoals poriën, slakinsluitsels, enz.). |
Ultrasoon testen (UT) | Ultrasoon golven worden gebruikt om verschillende defecten in gietstukken te detecteren, zoals poriën, slakinsluitsels, scheuren, enz. |
Magnetische deeltjestesten (MT) | Door magnetische deeltjes aan te brengen of te besproeien met een aangelegd magnetisch veld, kan de samenklontering van magnetische deeltjes als gevolg van scheuren worden geobserveerd om defecten te vinden. |
Wervelstroomtesten (ET) | Door wisselstroom op het oppervlak van het gietstuk aan te brengen en veranderingen in de wervelstroom te monitoren, kunnen defecten aan het oppervlak en dicht bij het oppervlak worden gedetecteerd. |
Radiografisch onderzoek (RT) | Vergelijkbaar met röntgenonderzoek, maar maakt gebruik van een radiografisch magnetisch veld. Deze methode is ook effectief voor het opsporen van defecten zoals scheuren. |
Computertomografie (CT) | Gebruikt röntgenstraling of andere stralingsbronnen om driedimensionale tomografische beelden te creëren door projectie vanuit meerdere hoeken. Dit is handig voor het detecteren van complexe interne structuren en kleine defecten. |
Conclusie
Gietfouten zijn ongewenste onregelmatigheden die optreden tijdens het metaalgietproces. Fouten verhogen de productiekosten en leiden tot afval en kunnen ertoe leiden dat producten en onderdelen niet naar behoren presteren. Nadat u de fouten van verschillende soorten gietstukken en de oorzaken van hun ontstaan begrijpt, is het cruciaal om gietfouten vooraf te voorkomen.




