肩部フライス加工は、精密機械加工において最も重要なフライス加工の一つです。金属やプラスチックのワークピースに、正確な90度の肩部、垂直な壁、段差、溝、ポケット、直角のエッジなどを形成するために使用されます。
CNC加工において、ショルダーフライス加工は、アルミニウム部品、ステンレス鋼部品、金型インサート、機械フレーム、自動車部品、航空宇宙部品、および多くのカスタム精密部品に広く使用されています。
このガイドでは、肩フライス加工とは何か、その仕組み、一般的に使用されるカッターの種類、適切な工具の選び方、そしてよくある加工上の問題を回避する方法について説明します。
ショルダーミリングとは何ですか?
肩部フライス加工とは、平面とそれに隣接する垂直な壁面を同時に加工するフライス加工法です。通常、加工物の表面に正確な肩部、段差、ポケット壁、スロット側面、または直角エッジを形成することを目的としています。
ほとんどの場合、肩フライス加工は2つの面の間に正確な90度の角度を作り出すことに重点を置いています。通常、一方の面は水平面、もう一方は垂直面です。そのため、アセンブリ、ハウジング、治具、金型ベース、機械部品など、部品が正確に嵌合する必要がある場合には、この加工は特に重要になります。
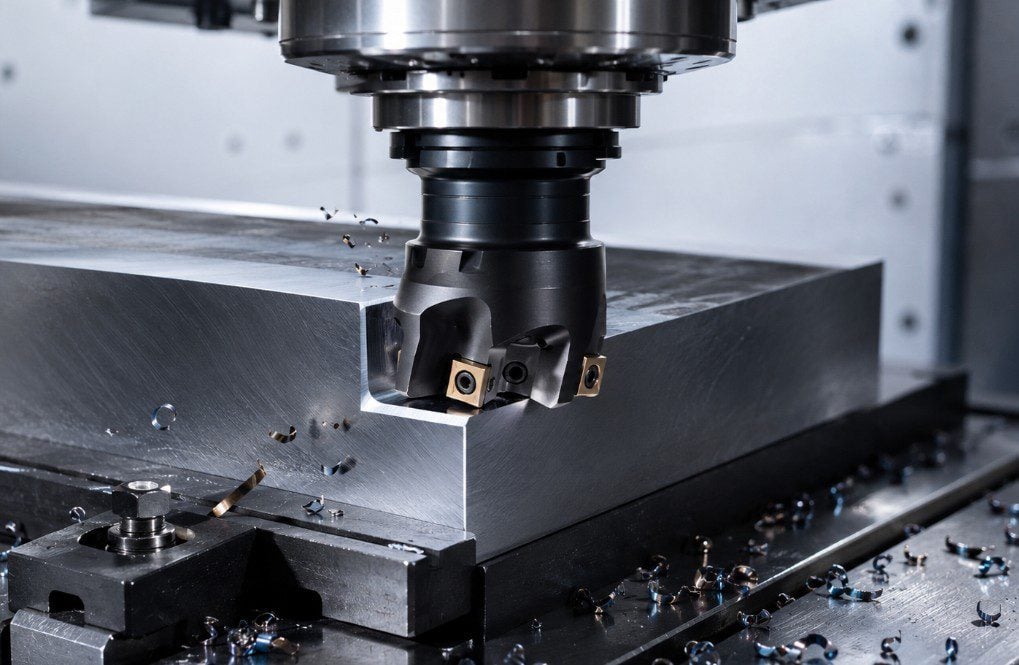
ショルダーフライスは通常、外周の切削刃と、工具設計によっては底面の切削刃の一部を使って切削します。これにより、工具は側壁から材料を除去しながら、床面や階段面を仕上げることができます。
ショルダーミリングは何に使用されますか?
肩部フライス加工は、ワークピースに正確な側壁、直角な肩部、または段差形状が必要な場合に使用されます。一般的な用途は次のとおりです。
- ポケットとキャビティの加工
- スロットと側壁の作成
- 階段や棚板の製作
- 粗加工後のエッジの直角化
- 仕上げ金型およびダイの特徴
- 組み立て用の部品の肩部を機械加工する
- CNC部品に正確な垂直面を製作する
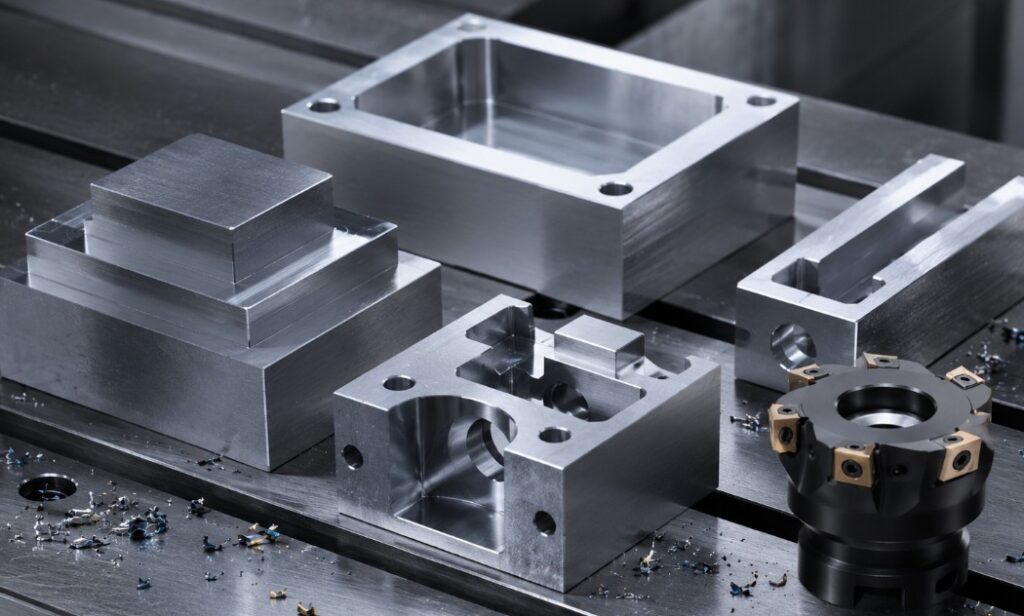
例えば、機械加工されたアルミニウム製ハウジングでは、ショルダーフライス加工を用いて、他の部品が収まる内部のポケットを作成することができます。金型製造においては、きれいな垂直壁やシャープな移行部を作成するために使用できます。航空宇宙分野の機械加工では、ショルダーフライス加工は、厳しい公差が要求される構造部品の製造に役立ちます。
肩部フライス加工の最大の利点は精度です。適切に制御された加工により、高い直角度、きれいな表面仕上げ、そして安定した寸法が得られます。
ショルダーミリング工程はどのように機能しますか?
肩フライス加工では、回転するカッターを使用してワークピースから材料を除去します。カッターは、材料の側面に接触しながら、プログラムされたツールパスに沿って移動します。CNC加工では、この動きは機械プログラムによって制御され、切削深さ、半径方向の接触、送り速度、主軸回転速度、およびツールパス戦略が定義されます。
一般的な肩部フライス加工工程は、以下の手順で構成されます。
1. ワークのセットアップ
切削加工中は、ワークピースが動かないようにしっかりと固定する必要があります。固定が不十分だと、振動、寸法誤差、表面仕上げ不良、さらには工具破損の原因となる可能性があります。薄肉部品や繊細な部品の場合は、専用の治具が必要になる場合があります。
2. ツールの選択
機械加工者は、材料、肩部の深さ、要求される公差、表面仕上げ、および機械の性能に基づいてカッターを選択します。一般的な選択肢としては、インデックス式ショルダーミル、超硬ソリッドエンドミル、シェルミル、荒加工用の高送りカッターなどがあります。
3.パラメータ設定
切削速度、送り速度、軸方向切削深さ、半径方向切削深さ、およびクーラント使用量は、適切に設定する必要があります。これらのパラメータは、工具寿命、発熱量、切りくず制御、および加工品質に直接影響します。
4. 荒削り加工
多くの場合、粗削り加工ではまず大部分の材料が除去されます。最終的な表面品質よりも、材料除去効率を高めることが目的です。仕上げ加工のために少量の材料が残される場合もあります。
5. 仕上げフライス加工
仕上げ加工は、表面仕上げ、垂直度、寸法精度を向上させるために行われます。この加工では通常、切削深さを浅くし、送り速度を一定に保ち、適切な工具のかみ合いを確保します。
6。 検査
加工後、ノギス、マイクロメーター、ハイトゲージ、三次元測定機(CMM)などの測定ツールを使用して、主要寸法を検査します。重要な項目としては、壁の真直度、表面仕上げ、肩部の高さ、幅、および90度精度などが挙げられます。
一般的な肩フライス加工用カッターの種類
ショルダーフライスは、加工対象材料、加工深さ、加工目標に応じて様々な種類があります。不適切なフライスを選択すると、ビビリ振動、加工面の粗さ、工具寿命の短縮、寸法誤差などが生じる可能性があります。
1. 角肩フライス
角肩フライス盤は、正確な90度の肩部を加工するために設計されています。多くは、摩耗したインサートを交換できるインデックス式インサートを使用しています。これらのフライス盤は、荒加工や中仕上げ加工によく使用されます。
インサートの材質と形状に応じて、鋼、ステンレス鋼、鋳鉄、アルミニウムに適しています。
2. 超硬ソリッドエンドミル
超硬ソリッドエンドミルは、特に高精度と良好な表面仕上げが求められる肩部フライス加工に広く使用されています。フルート数、コーティング、ヘリックス角、コーナー半径など、さまざまな種類が用意されています。
超硬ソリッドエンドミルは、小型部品、精密なポケット加工、薄肉加工、仕上げ加工に最適です。
3. インデックス可能なエンドミル
インデックス式エンドミルは交換可能なインサートを使用し、より大きな材料除去作業に適しています。工具全体ではなくインサートのみを交換すれば済むため、重切削加工においてコスト効率に優れています。
これらは、工具コスト、切削効率、およびダウンタイムが重要な生産加工においてよく使用されます。
4. シェルミルズ
シェルミルは、アーバーに取り付けられた大型のカッターです。幅広の肩部、大きな段差、および重荷重用途の加工に適しています。シェルミルは高い剛性を備えていますが、高性能な機械と安定したセットアップが必要です。
5. 高送りカッター
高送りカッターは主に荒削りに使用されます。小さな進入角度で高い送り速度を実現し、切削抵抗を低減します。それ自体では最終的な90度の壁面を形成することはできませんが、仕上げの肩フライス加工の前に材料を素早く除去するのに役立ちます。
適切な肩フライス工具の選び方
適切なカッターの選定は、部品の設計、材質、公差、機械の出力、生産量によって決まります。
因子 | 考慮すべきこと | 推奨される選択 |
材料 | アルミニウム、鋼鉄、ステンレス鋼、チタン、プラスチック | カッターの形状とコーティングを材料に合わせてください。 |
肩の深さ | 深い肩にはより長い工具が必要ですが、より高い剛性が求められます。 | 可能な限り短いオーバーハングを使用してください。 |
表面仕上げ | 精密な仕上げには、安定した工具と適切な形状が必要です。 | 超硬ソリッドカッターまたは仕上げ用インサートカッター |
生産量 | 大量生産には、工具交換時間の短縮が求められる。 | インデックス可能なカッター |
機械の剛性 | セットアップが不十分だとチャタリングのリスクが高まります | より小さなエンゲージメントと剛性の高いホルダーを使用する |
公差 | 厳しい公差には仕上げ工程が必要です | 精密カッターと制御されたツールパスを使用する |
肩部フライス加工のパラメータ:最も重要なことは何か?
肩フライス加工において、切削条件は非常に重要です。たとえ優れたカッターであっても、切削速度、送り速度、または切削面との噛み合いが適切でなければ、性能が低下する可能性があります。
切削速度
切削速度は、被削材と切削工具の材質によって異なります。速度を速くすれば生産性は向上しますが、過剰な速度は発熱、工具寿命の短縮、表面損傷の原因となります。
送り速度
送り速度は、切りくずの厚さ、表面仕上げ、工具負荷に影響します。送り速度が低すぎると、切削ではなく摩擦が生じる可能性があります。送り速度が高すぎると、カッターに過負荷がかかり、振動が発生する可能性があります。
軸方向切込み深さ
軸方向切削深さとは、工具が垂直方向にどれだけ深く切削するかを示すものです。切削深さが深くなるほど生産性は向上しますが、切削力と工具のたわみも増加します。
ラジアル切込み深さ
半径方向切削深さとは、工具が材料に食い込む幅のことです。半径方向の食い込みが大きいほど多くの材料が除去されますが、ビビリ振動や発熱の原因となることがあります。食い込みが小さいほど安定性は向上しますが、切削回数が増える可能性があります。
クーラントと切りくずの排出
クーラントは、熱を抑制し、表面仕上げを向上させ、工具寿命を延ばすのに役立ちます。アルミニウム加工では、切りくず排出のためにエアブラスト式またはミスト式のクーラントがよく用いられます。ステンレス鋼やチタンの加工では、適切なクーラントを使用することで、熱を制御し、工具の破損を防ぐことができます。
肩フライス加工と正面フライス加工の比較
肩フライス加工と正面フライス加工は混同されがちですが、それぞれ目的が異なります。
正面フライス加工は、主に平らな水平面を加工する作業です。カッターがワークピースの上面から材料を除去し、平らな面を作り出します。
肩フライス加工機は、側壁と隣接する面の両方を加工します。その目的は、段差、角張った肩部、または垂直な壁面を作成することです。
簡単な言葉で:
- 正面フライス加工は、表面を平らにするために使用される。
- 肩部フライス加工は、表面を平らにし、垂直な壁面または90度の肩部を作成するために使用されます。
- 部品の側面をきれいに仕上げる必要がある場合は、肩部フライス加工の方が適しています。
肩部フライス加工とエンドミル加工の比較
エンドミル加工は、溝加工、プロファイル加工、輪郭加工、ポケット加工、プランジ加工などを含む、より広範なフライス加工プロセスです。肩加工はエンドミルを使用して行うことができますが、すべてのエンドミル加工が肩加工であるとは限りません。
主な違いは、加工対象となる形状です。エンドミル加工では、曲線形状、溝、ポケットなどを加工できます。一方、ショルダーミル加工は、特に正確な肩部と垂直な壁面を加工することに特化しています。
複雑な3D形状には、エンドミル加工がよく用いられます。一方、角型の段差や側壁の加工には、ショルダーミル加工が好ましい方法です。
肩部フライス加工の利点
肩部フライス加工は、現代の製造業においていくつかの重要な利点を提供する。
高次元精度
適切に制御すれば、肩部フライス加工は正確な幅、深さ、および壁位置を実現できます。これは、正しく組み立てる必要がある部品にとって重要です。
良好な表面仕上げ
安定した工具、適切な送り速度、そして適切な仕上げ工程により、滑らかな垂直壁面と清潔な床面を実現できます。
効率的な材料除去
適切なカッターを使用すれば、肩フライス加工は精度を維持しながら迅速に材料を除去できます。インデックス式カッターは、特に量産加工に役立ちます。
汎用性
肩部フライス加工は、アルミニウム、炭素鋼、ステンレス鋼、鋳鉄、真鍮、銅、エンジニアリングプラスチック、および一部の複合材料など、多くの材料に使用できます。
CNC加工に適しています
このプロセスは、CNCフライス盤、マシニングセンター、自動生産ラインなどと相性が良く、試作品製作にも量産にも適しています。
肩フライス加工を使用する産業
肩部フライス加工は、精度と信頼性が重視される多くの産業で用いられています。
航空宇宙
航空宇宙部品には、軽量素材、複雑な形状、薄肉構造、そして厳しい公差が求められることが多い。肩部フライス加工は、アルミニウム製の構造部品、ブラケット、ハウジング、エンジン関連部品などに一般的に用いられる。
自動車
自動車メーカーは、エンジン部品、トランスミッション部品、金型、治具、工具などの製造に肩部フライス加工を使用しています。この加工方法は、試作品開発と量産の両方に対応しています。
金型製造
金型キャビティ、インサート、パーティング面、段付き形状などは、多くの場合、きれいな垂直壁と正確な肩部が求められます。肩部フライス加工は、これらの形状を効率的に実現するのに役立ちます。
医療機器
医療機器部品、手術器具、インプラント関連部品には、精密な機械加工と一貫した品質が求められることが多い。肩部フライス加工は、ステンレス鋼、チタン、特殊合金に正確な形状を作り出すのに役立つ。
一般機械
機械フレーム、プレート、ギアハウジング、ブラケット、および産業機器部品には、肩部フライス加工を必要とする肩部、スロット、ポケットなどが含まれていることがよくあります。
結論
肩部フライス加工は、正確な90度の肩部、側壁、段差、溝、ポケットなどを加工するための重要なCNC加工プロセスです。航空宇宙、自動車、金型製作、医療機器製造、および一般的な精密加工において重要な役割を果たしています。
正確な肩部、きれいな側壁、そして信頼性の高い公差を備えた精密加工部品が必要な場合は、当社のエンジニアリングチームが材料選定、工程計画からCNC加工、最終検査まで、お客様のプロジェクトをサポートいたします。図面、材料要件、数量、公差要件をお送りいただければ、最適な加工ソリューションをご提案いたします。




