Shoulder milling is one of the most important milling operations in precision machining. It is used to create accurate 90-degree shoulders, vertical walls, steps, slots, pockets, and square edges on metal or plastic workpieces.
In CNC machining, shoulder milling is widely used for aluminum parts, stainless steel components, mold inserts, machine frames, automotive parts, aerospace components, and many custom precision parts.
This guide explains what shoulder milling is, how it works, what cutter types are commonly used, how to select the right tool, and how to avoid common machining problems.
What Is Shoulder Milling?
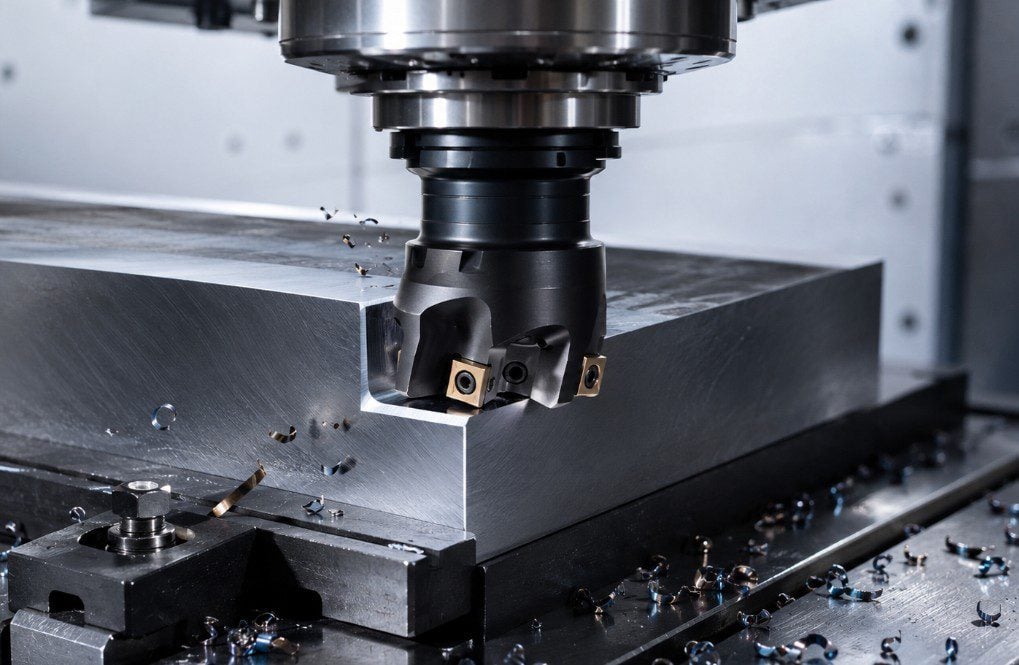
Shoulder milling is a milling process used to machine a flat surface and an adjacent vertical wall at the same time. The goal is usually to create a precise shoulder, step, pocket wall, slot side, or square edge on a workpiece.
In most cases, shoulder milling focuses on producing a true 90-degree angle between two surfaces. One surface is typically horizontal, while the other is vertical. This makes the process especially important when parts must fit together accurately, such as in assemblies, housings, fixtures, mold bases, and mechanical components.
A shoulder milling cutter usually cuts with both its peripheral cutting edges and, depending on the tool design, part of its bottom cutting edge. This allows the tool to remove material from the side wall while also finishing the floor or step surface.
What Is Shoulder Milling Used For?
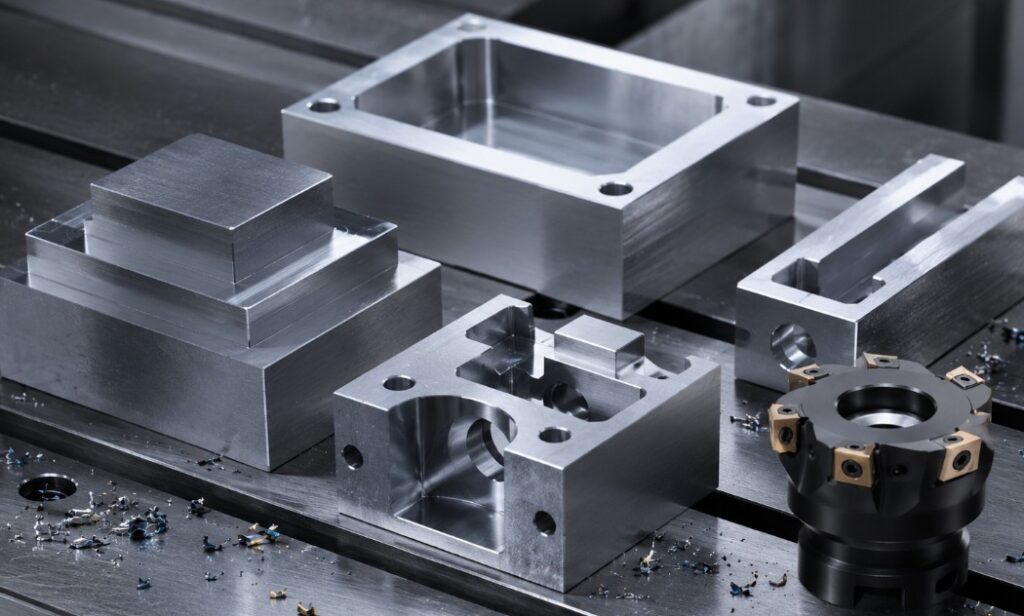
Shoulder milling is used when a workpiece requires accurate side walls, square shoulders, or stepped features. Common uses include:
- Machining pockets and cavities
- Creating slots and side walls
- Producing steps and ledges
- Squaring edges after rough machining
- Finishing mold and die features
- Machining component shoulders for assembly
- Producing accurate vertical faces on CNC parts
For example, in a machined aluminum housing, shoulder milling may be used to create internal pockets where other components need to sit. In mold manufacturing, it can be used to create clean vertical walls and sharp transitions. In aerospace machining, shoulder milling helps produce structural parts with tight tolerance requirements.
The main value of shoulder milling is accuracy. A well-controlled operation can produce good perpendicularity, a clean surface finish, and stable dimensions.
How Does the Shoulder Milling Process Work?
The shoulder milling process uses a rotating cutter to remove material from the workpiece. The cutter moves along a programmed toolpath while engaging the side of the material. In CNC machining, this movement is controlled by the machine program, which defines the cutting depth, radial engagement, feed rate, spindle speed, and toolpath strategy.
A typical shoulder milling process includes the following steps:
1. Workpiece Setup
The workpiece must be securely clamped to prevent movement during cutting. Poor clamping can cause vibration, dimensional errors, poor surface finish, or even tool breakage. For thin-wall or delicate parts, special fixtures may be required.
2. Tool Selection
The machinist selects the cutter based on the material, shoulder depth, required tolerance, surface finish, and machine capability. Common choices include indexable shoulder mills, solid carbide end mills, shell mills, and high-feed cutters for roughing.
3. Parameter Setting
Cutting speed, feed rate, axial depth of cut, radial depth of cut, and coolant use must be set correctly. These parameters directly affect tool life, heat generation, chip control, and part quality.
4. Rough Milling
In many cases, rough shoulder milling removes most of the material first. The goal is high material removal efficiency rather than final surface quality. A small amount of stock may be left for finishing.
5. Finish Milling
A finish pass is used to improve surface finish, perpendicularity, and dimensional accuracy. This pass usually uses a lighter depth of cut, stable feed rate, and proper tool engagement.
6. Inspection
After machining, key dimensions may be checked using calipers, micrometers, height gauges, CMM inspection, or other measuring tools. Important features include wall straightness, surface finish, shoulder height, width, and 90-degree accuracy.
Common Types of Shoulder Milling Cutters
Different shoulder milling cutters are designed for different materials, depths, and machining goals. Choosing the wrong cutter can lead to chatter, poor finish, short tool life, and dimensional error.
1. Square Shoulder Milling Cutters
Square shoulder milling cutters are designed to produce accurate 90-degree shoulders. Many use indexable inserts, which can be replaced when worn. These cutters are commonly used for roughing and semi-finishing operations.
They are suitable for steel, stainless steel, cast iron, and aluminum, depending on the insert grade and geometry.
2. Solid Carbide End Mills
Solid carbide end mills are widely used for shoulder milling, especially when high precision and good surface finish are required. They are available in different flute numbers, coatings, helix angles, and corner radii.
Solid carbide end mills are ideal for smaller parts, precision pockets, thin walls, and finishing operations.
3. Indexable End Mills
Indexable end mills use replaceable inserts and are suitable for larger material removal tasks. They are more cost-effective for heavy roughing because only the inserts need to be replaced rather than the entire tool.
They are often used in production machining where tool cost, cutting efficiency, and downtime are important.
4. Shell Mills
Shell mills are larger cutters mounted on an arbor. They are suitable for machining broad shoulders, large steps, and heavy-duty applications. Shell mills provide good rigidity but require a capable machine and stable setup.
5. High-Feed Cutters
High-feed cutters are mainly used for roughing. They use a small entering angle and allow high feed rates with reduced cutting forces. Although they may not create a final 90-degree wall by themselves, they are useful for quickly removing material before a finishing shoulder milling operation.
How to Choose the Right Shoulder Milling Cutter
Selecting the right cutter depends on the part design, material, tolerance, machine power, and production volume.
Factor | What to Consider | Recommended Choice |
Material | Aluminum, steel, stainless steel, titanium, plastic | Match cutter geometry and coating to the material |
Shoulder depth | Deep shoulders need longer tools but higher rigidity is required | Use short overhang whenever possible |
Surface finish | Fine finish requires stable tool and proper geometry | Solid carbide or finishing insert cutter |
Production volume | High-volume production needs lower tool change time | Indexable cutter |
Machine rigidity | Weak setups increase chatter risk | Use smaller engagement and rigid holders |
Tolerance | Tight tolerance requires finishing pass | Use precision cutter and controlled toolpath |
Shoulder Milling Parameters: What Matters Most?
Cutting parameters are critical in shoulder milling. Even a good cutter can perform poorly if the speed, feed, or engagement is wrong.
Cutting Speed
Cutting speed depends on the workpiece material and cutter material. Higher speeds may improve productivity, but excessive speed can generate heat, reduce tool life, and damage the surface.
Feed Rate
Feed rate affects chip thickness, surface finish, and tool load. Too low of a feed rate may cause rubbing instead of cutting. Too high of a feed rate may overload the cutter and create vibration.
Axial Depth of Cut
Axial depth of cut refers to how deep the tool cuts along the vertical direction. Deeper cuts increase productivity but also increase cutting force and tool deflection.
Radial Depth of Cut
Radial depth of cut is the width of tool engagement. A large radial engagement removes more material but may cause chatter and heat. A smaller engagement improves stability but may require more passes.
Coolant and Chip Evacuation
Coolant helps reduce heat, improve surface finish, and extend tool life. In aluminum machining, air blast or mist coolant is often useful for chip evacuation. In stainless steel and titanium machining, proper coolant can help control heat and prevent tool failure.
Shoulder Milling vs. Face Milling
Shoulder milling and face milling are often confused, but they have different purposes.
Face milling mainly machines a flat horizontal surface. The cutter removes material from the top face of the workpiece and produces a flat surface.
Shoulder milling machines both a side wall and an adjacent surface. Its purpose is to create a step, square shoulder, or vertical wall.
In simple terms:
- Face milling is used to make a surface flat.
- Shoulder milling is used to make a surface flat and create a vertical wall or 90-degree shoulder.
- If the part requires a clean side wall, shoulder milling is the better choice.
Shoulder Milling vs. End Milling
End milling is a broader milling process that can include slotting, profiling, contouring, pocketing, and plunging. Shoulder milling can be performed using an end mill, but not every end milling operation is shoulder milling.
The key difference is the target feature. End milling may create curved profiles, slots, or pockets. Shoulder milling specifically focuses on producing accurate shoulders and vertical walls.
For complex 3D shapes, end milling is often used. For square steps and side walls, shoulder milling is the preferred operation.
Advantages of Shoulder Milling
Shoulder milling offers several important advantages in modern manufacturing.
High Dimensional Accuracy
When properly controlled, shoulder milling can produce accurate widths, depths, and wall positions. This is important for parts that must assemble correctly.
Good Surface Finish
A stable tool, correct feed rate, and proper finishing pass can produce smooth vertical walls and clean floor surfaces.
Efficient Material Removal
With the right cutter, shoulder milling can remove material quickly while maintaining accuracy. Indexable cutters are especially useful for production machining.
Versatility
Shoulder milling can be used on many materials, including aluminum, carbon steel, stainless steel, cast iron, brass, copper, engineering plastics, and some composites.
Suitable for CNC Production
The process works well with CNC milling machines, machining centers, and automated production lines. It is suitable for both prototypes and batch production.
Industries That Use Shoulder Milling
Shoulder milling is used in many industries where accuracy and reliability matter.
Aerospace
Aerospace components often require lightweight materials, complex pockets, thin walls, and tight tolerances. Shoulder milling is commonly used for aluminum structural parts, brackets, housings, and engine-related components.
Automotive
Automotive manufacturers use shoulder milling for engine parts, transmission components, molds, fixtures, and tooling. The process supports both prototype development and mass production.
Mold and Die Manufacturing
Mold cavities, inserts, parting surfaces, and stepped features often require clean vertical walls and accurate shoulders. Shoulder milling helps achieve these features efficiently.
Medical Devices
Medical components, surgical tools, and implant-related parts often require precision machining and consistent quality. Shoulder milling can help create accurate features on stainless steel, titanium, and specialty alloys.
General Machinery
Machine frames, plates, gear housings, brackets, and industrial equipment parts often include shoulders, slots, and pockets that require shoulder milling.
Conclusion
Shoulder milling is a key CNC machining process for producing accurate 90-degree shoulders, side walls, steps, slots, and pockets. It plays an important role in aerospace, automotive, mold making, medical device manufacturing, and general precision machining.
If you need precision machined parts with accurate shoulders, clean side walls, and reliable tolerances, our engineering team can support your project from material selection and process planning to CNC machining and final inspection. Send us your drawings, material requirements, quantity, and tolerance needs, and we will help you choose the most suitable machining solution.




