Metal casting is a complex process that involves high-pressure treatment of molten metal, so it is prone to unexpected situations that may affect the quality of the final product. These problems epitomize casting defects and become a major concern for manufacturers.
The entire casting production is a complex process involving multiple steps, and the technical level of each process is significantly different. Operator skill level, quality management, and equipment status all directly affect the final quality of the casting.This comprehensive guide aims to delve into the various types of casting defects, shedding light on common issues encountered during the casting process.
Types of Casting Defects
Casting defects can manifest in various forms, each presenting unique challenges to manufacturers.
Surface Defects
Surface defects occur on the exterior of the cast product and can significantly impact its appearance and functionality.
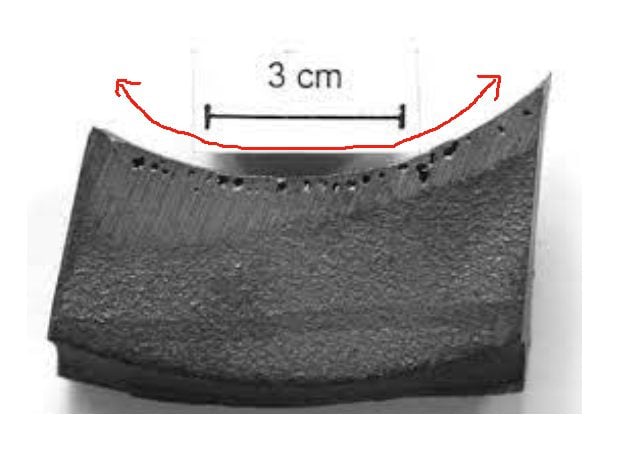
1.Pinholes

Causes of Pinholes
- Inadequate Mold Venting:Insufficient venting in the mold can lead to the entrapment of gases, forming pinholes during solidification.
- Poor Degassing of Molten Metal:Incomplete removal of gases from the molten metal before casting contributes to pinhole formation.
- Moisture in Molding Sand:Excessive moisture content in the molding sand can lead to the generation of steam during casting, creating pinholes.
Solutions
- Improved Mold Venting: Enhance the design of mold vents to facilitate the escape of gases during the casting process.
- Effective Degassing Techniques:Implement robust degassing methods to remove gases from the molten metal before casting.
- Optimized Molding Sand:Control and monitor the moisture content in the molding sand to prevent the formation of steam and subsequent pinholes.
2.Cold Shuts
Cold shuts, visible lines or seams on the cast metal’s surface, occur when molten metal fails to fuse properly during casting.
Causes of Cold Shuts
- Inadequate Pouring Temperature:Insufficient molten metal temperature can lead to incomplete fusion during the casting process.
- Poor Gating Design:Improper design of the gating system can result in uneven metal flow, contributing to cold shuts.
- Improper Mold Filling:Issues in the mold filling process, such as turbulence or interruptions, can cause incomplete fusion.
Solutions
- Optimal Pouring Temperature:Ensure that the molten metal temperature is appropriate for the specific casting to achieve proper fusion.
- Well-Designed Gating System:Develop an efficient gating system that promotes even metal flow and reduces the likelihood of cold shuts.
- Careful Mold Filling:Implement measures to ensure a smooth and uninterrupted mold filling process to enhance fusion.
Gas porosity involves the presence of small gas bubbles within the cast metal, affecting its structural integrity.
Causes of Gas Porosity
- Moisture in Molding Sand:High moisture content in the molding sand can lead to the generation of gas during solidification.
- Inadequate Venting:Poor venting in the mold restricts the escape of gases, contributing to their entrapment.
- Reaction of Molten Metal:Certain metals can react with moisture or other contaminants, producing gas bubbles.
Solutions
- Controlled Moisture Content:Monitor and control the moisture content in molding sand to minimize gas formation.
- Improved Mold Venting:Enhance mold venting to allow effective evacuation of gases during solidification.
- Metal Treatment:Consider the use of additives or treatments to reduce the reactivity of molten metal and prevent gas bubble formation.
Dimensional Defects
Dimensional defects in casting, such as shrinkage and warping, can significantly impact the final product’s shape and integrity.
1.Shrinkage

Shrinkage is a common dimensional defect characterized by the reduction in size or volume of the cast metal as it solidifies.
Causes of Shrinkage
- Solidification Shrinkage: The metal undergoes a volume reduction during the phase change from liquid to solid.
- Contraction of Cooling Metal: As the metal cools, it contracts, leading to further shrinkage.
- Inadequate Feeding:Insufficient feeding of molten metal to compensate for shrinkage during solidification.
Solutions
- Risers and Feeding Systems:Implement well-designed risers and feeding systems to provide additional molten metal to compensate for shrinkage.
- Proper Cooling:Control the cooling rate to minimize abrupt contractions, reducing the overall shrinkage.
- Optimized Casting Design:Design the casting with considerations for uniform thickness to minimize differential cooling and shrinkage.
2.Warping
Warping is the distortion or deformation of the cast metal, leading to irregular shapes or uneven surfaces.
Causes of Warping
- Non-Uniform Cooling: Differential cooling rates across the casting result in uneven contractions, causing warping.
- Residual Stresses:Uneven distribution of stresses during cooling induces warping.
- Inadequate Support during Cooling:Improper support or constraints during the cooling phase contribute to warping.
Solutions
- Uniform Cooling Rate:Ensure a consistent cooling rate across the entire casting to prevent differential contractions and subsequent warping.
- Stress-Relief Heat Treatment:Introduce controlled heat treatment processes to alleviate residual stresses and minimize warping.
- Proper Casting Support:Design an adequate support system for the casting during the cooling phase to prevent distortion.
Internal Defects
Internal defects in casting pose significant challenges to the structural integrity and functionality of the final product. It is crucial to delve into the specifics of these defects, including inclusions, blowholes, and hot tears, in order to comprehend their origins and implement effective.
1. Inclusions
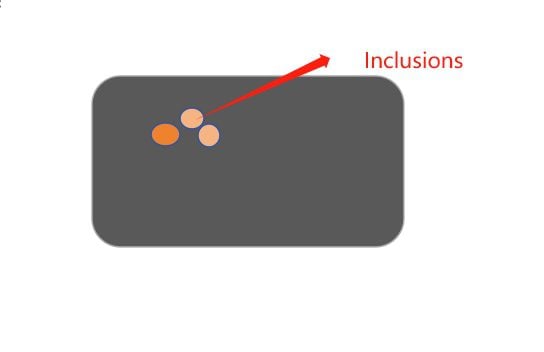
Inclusions are foreign particles or materials that become entrapped within the cast metal during the casting process. These impurities can range from oxides and non-metallic materials to sand and refractory particles. The presence of inclusions compromises the mechanical properties of the metal, leading to decreased strength and potentially affecting the surface finish.
Causes of Inclusions
- Contaminated Raw Materials:The use of impure or contaminated raw materials introduces foreign elements into the molten metal, resulting in inclusions.
- Refractory Material Degradation:If the refractory materials lining the mold or crucible degrade, particles from these materials can mix with the molten metal, causing inclusions.
- Incomplete Degassing:Gases present in the molten metal, if not adequately removed through degassing processes, can form bubbles and inclusions during solidification.
Solutions
- High-Quality Raw Materials:Ensure the use of pure and high-quality raw materials to minimize the risk of contamination and inclusions.
- Regular Maintenance of Refractories:Periodically inspect and maintain the refractory materials to prevent their breakdown and the introduction of particles into the molten metal.
- Effective Degassing Techniques:Implement advanced degassing methods, such as vacuum or inert gas degassing, to thoroughly remove gases and reduce the likelihood of gas inclusions.
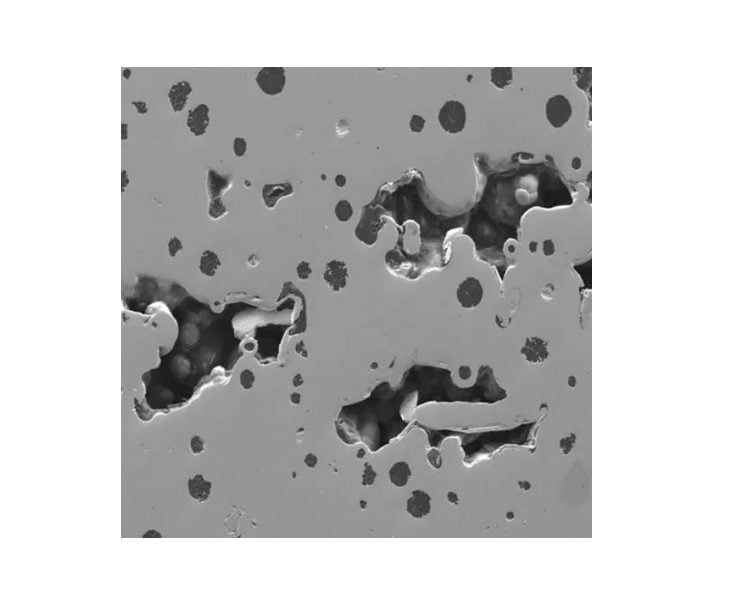
2.Blowholes

Blowholes are cavities or voids formed within the cast metal due to the entrapment of gases during the solidification process. These cavities can vary in size and distribution, affecting both the appearance and mechanical properties of the final product.
Causes of Blowholes
- Gas Entrapment:Inadequate venting and degassing during the casting process can lead to the entrapment of gases in the molten metal, causing blowholes.
- Moisture in Molding Sand:Excessive moisture content in the molding sand can generate steam during casting, contributing to the formation of blowholes.
- Improper Mold Venting:If the mold venting system is poorly designed, it can restrict the escape of gases, leading to the development of blowholes.
Solutions
- Enhanced Venting and Degassing:Improve mold venting systems and degassing techniques to effectively remove gases from the molten metal.
- Optimized Molding Sand:Control moisture levels in the molding sand to minimize steam generation and subsequent blowholes.
- Appropriate Mold Venting Design:Ensure proper design and placement of mold vents to facilitate the escape of gases and prevent blowholes.
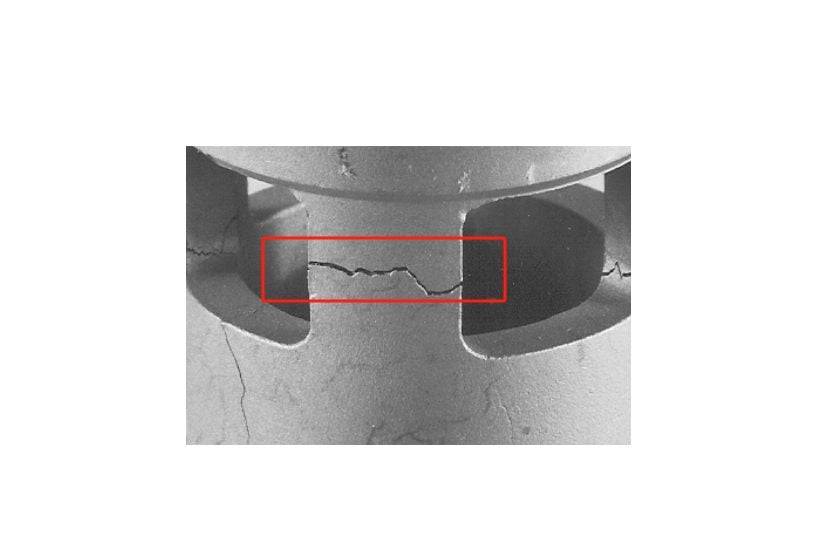
3.Hot Tears

Hot tears, also known as stress fractures, are internal cracks or fractures that occur in the casting due to uneven cooling and solidification.
Causes of Hot Tears
- Differential Cooling Rates:Variations in cooling rates across the casting induce thermal stresses, leading to the development of hot tears.
- Constrained Cooling:Insufficient allowance for contraction or inadequate support during the cooling phase contributes to the formation of hot tears.
- Inadequate Material Properties:Poor material properties, such as low ductility, can make the casting susceptible to hot tears.
Solutions
- Controlled Cooling Conditions:Implement controlled and uniform cooling processes to minimize differential cooling rates and mitigate the risk of hot tears.
- Proper Casting Support:Design a suitable support system to prevent constraints and allow for uniform cooling, reducing the likelihood of hot tears.
- Optimized Material Selection:Choose materials with appropriate properties, including sufficient ductility, to resist the development of hot tears.
Mold Material Defects
In addition to internal and surface defects in castings, mold material defects can also impact the final product’s quality.
1.Mold Erosion

Mold erosion is a defect characterized by the gradual wearing away of the mold material over successive casting cycles. This erosion can result in a loss of mold dimensions and surface finish.
Causes of Mold Erosion
- High Temperature and Metal Agitation:Molten metal at elevated temperatures combined with turbulent metal flow can accelerate mold erosion.
- Abrasive Nature of Molten Metal: Certain metals, especially those with abrasive impurities, can contribute to increased wear on the mold surface.
- Inadequate Mold Coating:Insufficient or degraded mold coatings can expose the mold material to direct contact with the molten metal, leading to erosion.
Solutions
- Optimized Casting Conditions:Control the casting temperature and metal flow to minimize the abrasive impact on the mold.
- Use of Resilient Mold Coatings:Apply and maintain high-quality mold coatings to create a protective barrier between the mold and molten metal.
- Regular Maintenance:Periodically inspect and refurbish molds to address any signs of erosion and prevent its progression.
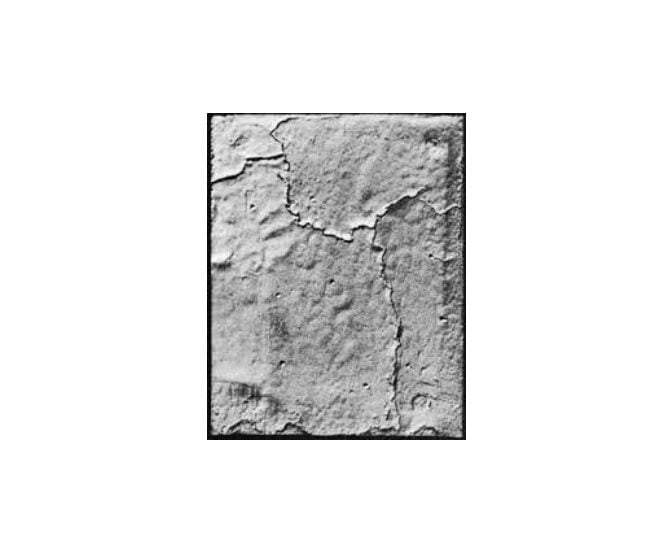
2.Mold Cracking
Causes of Mold Cracking
- Thermal Stresses:Rapid and uneven cooling of the mold can induce thermal stresses, resulting in the formation of cracks.
- Inadequate Mold Preheating:Insufficient preheating of the mold can lead to thermal shock, causing cracking during casting.
- Material Fatigue:Repeated thermal cycling and exposure to molten metal can cause fatigue in the mold material, contributing to cracking.
Solutions
- Controlled Cooling Rates:Implement controlled and uniform cooling processes to minimize thermal stresses and reduce the likelihood of mold cracking.
- Proper Mold Preheating:Ensure adequate preheating of the mold to reduce thermal shock and associated cracking.
- Material Selection:Choose mold materials with sufficient thermal stability and resistance to fatigue to mitigate cracking.
3. Mold Swelling
Mold swelling refers to the expansion or deformation of the mold material during the casting process, leading to inaccuracies in the final product’s dimensions.
Causes of Mold Swelling
- Reaction with Molten Metal:Certain mold materials may react with specific metals, causing swelling or deformation.
- Inadequate Cooling: Insufficient cooling of the mold during the casting process can contribute to excessive heat absorption and swelling.
- Material Degradation: Continuous exposure to molten metal can degrade the mold material, resulting in swelling.
Solutions
- Compatibility Testing:Ensure compatibility between the mold material and the cast metal to prevent adverse reactions leading to swelling.
- Optimized Cooling:Implement effective cooling strategies to maintain the mold’s structural integrity and prevent excessive heat absorption.
- Regular Inspection and Replacement:Periodically inspect molds for signs of degradation and replace them as needed to prevent swelling.
Prevention and Quality Control
Ensuring the quality of castings involves a combination of preventive measures, stringent quality control procedures, and advanced inspection techniques.
Advanced Casting Technologies
Advanced casting technologies play a pivotal role in enhancing the overall quality, efficiency, and precision of the casting process. These technologies leverage cutting-edge methods to address common challenges and optimize the production of high-quality castings.
1. Computer-Aided Design (CAD) and Simulation
Computer-Aided Design (CAD) allows for the creation of detailed and accurate digital models of cast components. Through simulation, manufacturers can analyze how molten metal will flow, solidify, and potentially form defects. This preemptive understanding enables design adjustments before the physical casting process begins, reducing the likelihood of defects.
2. 3D Printing in Casting Patterns
3D printing technology enables the production of intricate casting patterns with high precision. This method not only accelerates the pattern-making process but also allows for the creation of complex geometries that may be challenging with traditional methods. Improved pattern accuracy contributes to the overall reduction of casting defects.
How to generally detect internal defects in castings?
The detection of internal defects in castings usually uses different non-destructive testing methods. These methods can help find various problems in castings, such as pores, slag inclusions, cracks, etc. The following are some common methods for detecting internal defects in castings:
Inspection Techniques |
|
X-ray Inspection | This is very effective for detecting defects with large density differences (such as pores, slag inclusions, etc.). |
Ultrasonic Testing (UT) | Ultrasonic waves are used to detect various defects inside castings, such as pores, slag inclusions, cracks, etc |
Magnetic Particle Testing (MT) | By applying or spraying magnetic particles with an applied magnetic field, the aggregation of magnetic particles due to cracks can be observed to find defects. |
Eddy Current Testing (ET) | By introducing alternating current on the surface of the casting and monitoring changes in the eddy current to detect surface and near-surface defects. |
Radiographic Testing (RT) | Similar to X-ray testing, but uses a radiographic magnetic field. This method is also effective for finding defects such as cracks. |
Computed Tomography (CT) | Uses X-rays or other ray sources to create three-dimensional tomographic images through projection from multiple angles. This is useful for detecting complex internal structures and small defects. |
Conclusion
Casting defects are undesirable irregularities that occur during the metal casting process. Defects increase manufacturing costs and waste and can cause products and parts to fail to perform as designed. After understanding the defects of different types of castings and the causes of their formation, it is crucial to prevent casting defects in advance.




